تصميم كرتوني غير صحيح, مثل فقدان بدل تمديد يبلغ 0.6 مم للوحة مقاس 600 ميكرومتر أو الخطأ في حساب تسييل حجمه 3 مم, يسبب تأخيرات مكلفة في الإنتاج ويضر بسلامة العلامة التجارية. الدقة التقنية أمر بالغ الأهمية.
يزود هذا الدليل المصممين بالمعرفة الأساسية, من تطبيق المعايير الهيكلية لقانون ECMA والامتثال لإدارة الغذاء والدواء الأمريكية/لجنة التجارة الفيدرالية, لإعداد ملفات PDF/X-4 جاهزة للطباعة باستخدام ملفات تعريف ISO Coated v2. دعونا نتعمق!
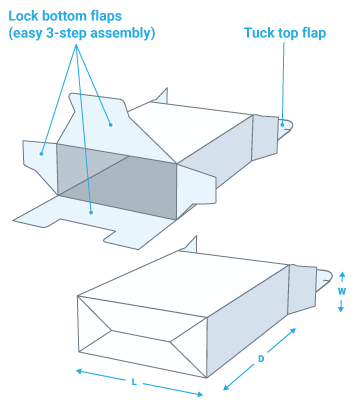
فهم الخطوط والتخطيطات
| مواصفة | القيمة/الوصف | الغرض/التأثير |
|---|---|---|
| خطوط القطع | خطوط صلبة | يحدد الشكل النهائي للكرتون. |
| خطوط التجعيد/الطي | خطوط متقطعة | يشير إلى المكان الذي سيتم طي الكرتون فيه. |
| خطوط التثقيب | خطوط منقطة | للأقسام الممزقة أو الفتح السهل. |
| نزيف التعبئة والتغليف | 3 مم (على سبيل المثال, بيبر وركس: 3.2 مم) | يمنع الحواف غير المطبوعة بعد القطع. |
| العمل الفني/نوع هوامش الأمان | 3 ملم داخل خط القالب (دقيقة 2 مم التخليص) | يحافظ على النص والرسومات من التقطيع أو التجعيد. |
| بدل التمديد | 0.6 مم (ما يصل الى 600 ميكرومتر); 0.8 مم (زيادة 600 ميكرومتر) | يضمن طيًا سلسًا للألواح السميكة. |
| التسامح مع الخطأ الأبعاد | 1 مم | أمر بالغ الأهمية للتجميع السليم أو الإغلاق. |
يعد فهم المتطلبات الفنية الدقيقة لخطوط الكرتون القابلة للطي أمرًا أساسيًا لنجاح إنتاج التغليف. تعمل الخطوط الأساسية كمخطط هيكلي, توجيه عملية التصنيع من القطع إلى الطي.
تحديد خطوط التنفيذ والعلامات القياسية
تعد خطوط Dielines ضرورية لإنشاء عبوات عملية وممتعة من الناحية الجمالية. إنهم يحددون بدقة كل قطع, طية, والتفاصيل اللازمة لهيكل الكرتون.
- تحدد الخطوط الرئيسية المخطط الهيكلي لـ كرتونة قابلة للطي.
- غالبًا ما تُستخدم أدوات مثل ArtiosCAD وAdobe Illustrator لإنشاء خطوط الإنتاج النهائية.
- يستخدم ترميز الخط القياسي خطوطًا صلبة للقطع, متقطع للتجعيد / للطي, ومنقط للثقوب.
- يستخدم المصممون عادة طبقات أو ألوان منفصلة لمناطق الغراء والطرق لضمان الوضوح.
الدقة والتسامح في هندسة الخط
يعتمد تحقيق التعبئة والتغليف الوظيفية وعالية الجودة على الالتزام الصارم بالتسامح مع الخط. يمكن أن تؤثر الانحرافات الطفيفة بشكل كبير على تجميع المنتج النهائي ومظهره, وهذا هو السبب في أن الدقة هي حجر الزاوية في شركة بايلي لتغليف الورق فلسفة الإنتاج.
عمل فني, ينزف, وهوامش الأمان

يضمن نزيف العمل الفني أن يمتد تصميمك إلى ما هو أبعد من خط القطع النهائي, منع الحواف غير المطبوعة القبيحة بعد عملية القطع بالقالب. تعد هوامش الأمان مناطق داخلية حيوية تحمي النصوص والرسومات الأساسية من التقطيع, مطوية, أو محجوبة بالغراء.
معاً, هذه العناصر مسؤولة عن اختلافات التصنيع, ضمان الحصول على كرتونة قابلة للطي نهائية مصقولة واحترافية خالية من العيوب.
تحقيق الجودة العالية تغليف كرتون قابل للطي يعتمد على الإعداد الفني الدقيق. يعد فهم هوامش النزيف والسلامة أمرًا أساسيًا للمصممين لمنع مشكلات الطباعة الشائعة.
تضمن هذه العناصر الحاسمة أن تبدو عبوات علامتك التجارية نظيفة واحترافية, على الرغم من الفروق الصغيرة التي تحدث في عمليات التصنيع.
تحديد مناطق النزيف والسلامة الحرجة
مناطق النزيف والسلامة هي تصميم غير قابل للتفاوض. إنها بمثابة حواجز ضد التحولات الطفيفة التي يمكن أن تحدث أثناء إنتاج التغليف, حماية سلامة عملك الفني.
يمكن أن يؤدي تجاهل هذه المناطق إلى التغليف بحواف بيضاء حيث يجب أن يكون اللون, أو تفاصيل مهمة يتم قطعها.
تنفيذ القياسات القياسية الصناعية
إن الالتزام بالقياسات القياسية الصناعية لهوامش النزيف والسلامة يبسط عملية التصميم ويمنع الأخطاء المكلفة. تم وضع هذه الأبعاد المحددة لضمان الاتساق والجودة في جميع العبوات المطبوعة.
يساعد اتباع هذه الإرشادات في إنشاء ملفات جاهزة للطباعة يمكن لـ Baili Paper Packaging معالجتها بكفاءة, مما يؤدي إلى منتجات نهائية ممتازة.
ارفع مستوى علامتك التجارية باستخدام التخصيص & كرتون قابل للطي مستدام

إعداد ملف الطلاء والتشطيب
يتضمن إعداد الملف المناسب للطلاءات والتشطيبات تحديد مجالات تطبيق محددة وتفصيل المتطلبات الوظيفية مثل مقاومة اللمعان والفرك.
تحديد أنواع المواد مثل الطلاءات المائية, طلاءات للأشعة فوق البنفسجية, أو شرائح الفيلم. تمنع هذه الدقة مشكلات التصنيع وتضمن أن التغليف يفي بمعايير الأداء.
يتطلب إعداد ملفات التصميم للطلاءات والتشطيبات اهتمامًا دقيقًا بالتفاصيل. يضمن الإعداد الدقيق أن العبوة النهائية تحقق الخصائص الجمالية والوظيفية المطلوبة.
كما أنه يمنع تحديات التصنيع المشتركة, مما يؤدي إلى عملية إنتاج أكثر سلاسة ونتائج عالية الجودة.
تحديد مناطق الطلاء والمتطلبات الوظيفية
من الضروري وضع علامات واضحة على مناطق الطلاء والتشطيب في ملفات التصميم الخاصة بك. وهذا يساعد الشركات المصنعة على فهم أين وكيف يجب تطبيق التطبيقات المختلفة بالضبط.
تحتاج أيضًا إلى تحديد أهداف الأداء الخاصة بك التعبئة والتغليف يحتاج لتلبية, ضمان المتانة والفعالية.
- قم بتعيين مناطق محددة للطلاءات والتشطيبات داخل ملفات العمل الفني, التمييز بين تطبيقات الفيضان الكامل والتطبيقات الموضعية.
- تأكد من أن مواصفات الطلاء تتجنب اللوحات اللاصقة وخطوط الطي الحرجة لمنع التداخل مع التجعيد أو البلل اللاصق.
- تحديد أهداف الأداء الوظيفي, بما في ذلك معامل الاحتكاك المطلوب (COF), مقاومة فرك, مقاومة الانزلاق, ومقاومة الشحوم/الماء.
- حساب سمك الفيلم, والتي تتراوح عادة من 0.5-2.0 مل (12.7-50.8 ميكرومتر) لطبقات البولي ايثيلين, في تعديلات الخط المباشر.
تحديد أنواع التشطيب والامتثال التنظيمي
يعد اختيار الطلاء أو الصفائح المناسبة أمرًا بالغ الأهمية لكل من المظهر والوظيفة. يجب أن تتضمن ملفاتك تفاصيل أنواع التشطيب وأي معلومات فنية أو تنظيمية ضرورية بشكل واضح.
تتفوق شركة Baili Paper Packaging في تطبيق تأثيرات التشطيب المختلفة, ضمان تميز عبوتك مع تلبية جميع المعايير المطلوبة.
- استخدام منفصل, طبقات محددة في ملفات التصميم لتشطيبات مختلفة مثل الطلاء المائي, طلاءات للأشعة فوق البنفسجية, وشرائح الفيلم.
- تحدد كيمياء الطلاء بما في ذلك المائي (ذات أساس مائي) الطلاءات, طلاءات للأشعة فوق البنفسجية (لمعان/ماتي), الورنيش التقليدي, حاجز مائي, أو شرائح الفيلم (على سبيل المثال, مادة البولي بروبيلين, نايلون, حيوان أليف).
- تشير إلى التشطيبات السطحية المطلوبة: ماتي, لمعان, أو "جيب المرآة".’ لمعان, كدرجات قياسية تجاريا.
- قم بتضمين متطلبات الامتثال لإدارة الغذاء والدواء (FDA) فيما يتعلق بالاتصال المباشر أو غير المباشر بالأغذية حيثما أمكن ذلك, مع الإشارة إلى أن راتنجات الطلاء المتعدد يمكن أن تكون معتمدة من إدارة الغذاء والدواء الأمريكية (USFDA)..
- النظر في قيود التصنيع, مثل الحد الأقصى لعرض الويب الذي يصل إلى 103 بوصة (2616 مم) لخطوط الألواح المطلية/المصفحة المخصصة.
نصائح عملية لتحسين التصنيع
التحسين صناعة الكرتون القابل للطي في 2026 يتضمن تصميمًا للمعدات عالية السرعة, تحديد المواد بدقة, والاستفادة من كفاءات الإنتاج. التركيز على توحيد أبعاد الكرتون, ضمان سلامة التجعد قوية, ومعايرة الفرجار المجلس.
يجب عليك أيضًا مراعاة التحسينات على مستوى المصنع مثل التخطيطات البسيطة والأتمتة المتقدمة للحصول على جودة متسقة وفترات زمنية أسرع.
لتبسيط الخاص بك عملية الإنتاج وخفض تكاليف تصنيع الكراتين القابلة للطي, تعتبر خيارات التصميم الاستراتيجي ومواصفات المواد ضرورية. يساعد التركيز على هذه المجالات على ضمان عمليات أكثر سلاسة وفترات زمنية أسرع.
التصميم لتدفقات الإنتاج الفعالة
تؤثر قرارات التصميم بشكل مباشر على سرعة التصنيع وتقليل النفايات في المعدات الحديثة. إن صياغة تصميمات الكرتون القابلة للطي مع وضع كفاءة الإنتاج في الاعتبار يمكن أن يؤدي إلى تبسيط العملية برمتها بشكل كبير.
- قم بمحاذاة تنسيقات الكرتون ومواصفات اللوحة باستخدام قواطع القوالب الحديثة التي يتم تغذيتها بالويب. تعمل هذه الآلات بسرعات تصل إلى 25,000 مرات الظهور في الساعة 2026, تتطلب معالجة دقيقة للمواد.
- التصميم ضمن نوافذ ذات حجم كرتوني قياسي, مثل 100-1010 ملم. يدعم هذا النهج التغييرات السريعة في الوظائف ويهدف إلى توفير أوقات جاهزة 15 دقائق لتكرار الطلبات, تعزيز كفاءة النبات.
- إعطاء الأولوية لجودة التجعد, مقاومة الانحناء, وقطع خالية من الغبار في التصميمات الخاصة بك. وهذا يقلل من إعادة العمل ويمنع التوقفات المكلفة على خطوط التعبئة, ضمان إخراج متسق.
إنشاء ملفات جاهزة للطباعة
إن إنشاء ملفات جاهزة للطباعة للكرتون القابل للطي يعني اتباع معايير الصناعة 2026. يتضمن ذلك استخدام تنسيقات PDF/X‑1a أو PDF/X‑4, بدقة CMYK والألوان الموضعية, والحفاظ على دقة الصورة العالية.
إدارة الخط المباشر دقيقة, النزيف الصحيح, وهوامش السلامة ضرورية أيضًا لضمان دقة الإنتاج ونتائج الجودة.
| فئة | متطلبات | مواصفة |
|---|---|---|
| **تنسيق الملف** | المعايير المفضلة | PDF/X-1a (v1.3) أو PDF/X‑4 (v1.6) |
| **إدارة الألوان** | مساحة اللون | كميك + الألوان الموضعية (استبعاد كافة RGB) |
| طباعة الملف الشخصي | ISO المغلفة v2 / FOGRA39 | |
| **دقة الصورة** | الصور النقطية | الحد الأدنى 300 نقطة في البوصة (في 100% مقاس) |
| النص النقطي | مُستَحسَن 600 نقطة في البوصة | |
| **العناصر الهيكلية** | ينزف | 3-5 ملم (تقريبا. 1/8″ أو 3 مم الحد الأدنى) |
| هامش الأمان (نص/فن) | الحد الأدنى 2 مم داخل الخط | |
| هامش الأمان (طيات معقدة) | 1/4″ التخليص من السكاكين والعشرات | |
| وضع ديلين | مخصص "يموت".’ طبقة, تم ضبطه على الطباعة الفوقية, غير الطباعة | |
| بدل التمديد | 0.6 مم (الفرجار المجلس ≥ 600 ميكرومتر), 0.8 مم (الفرجار المجلس > 600 ميكرومتر) | |
| مناطق الباركود الهادئة | على الأقل 10 ضرب عرض أضيق شريط |
تنسيق الملف الأساسي ومعايير الألوان
يعتمد أساس أي ملف جاهز للطباعة على تنسيقه وإعداد الألوان. يضمن إعداد هذه العناصر بشكل صحيح الحصول على نتائج متسقة ويمكن التنبؤ بها أثناء عملية ما قبل الطباعة.
تعمل شركة Baili Paper Packaging بهذه المواصفات القياسية الصناعية لإنتاج مخرجات عالية الجودة.
الدقة في العمل الفني والعناصر الهيكلية
أبعد من اللون والشكل, يعد الاهتمام الدقيق بالأعمال الفنية والتفاصيل الهيكلية أمرًا بالغ الأهمية. تمثل هذه المواصفات الفنية تفاوتات التصنيع, ضمان تجميع الكرتون الخاص بك بشكل مثالي.
يساعد اتباع هذه الإرشادات شركة Baili Paper Packaging على تحقيق قطع دقيق وطيات نظيفة للتغليف المخصص لديك.
يعد إعداد الملفات الرقمية بشكل صحيح أمرًا بالغ الأهمية لطباعة الكرتون عالية الجودة. إن الالتزام بمعايير فنية محددة يضمن ترجمة تصميماتك بدقة من الشاشة إلى المنتج المادي.
يوضح هذا الدليل المواصفات الأساسية لإعداد عملك الفني, منع أخطاء ما قبل الطباعة الشائعة وضمان توافق التصنيع.
الأفكار النهائية
يتجاوز التصميم الفعال للكرتون القابل للطي المظهر المرئي، فهو يؤثر بشكل مباشر على كفاءة التصنيع, مراقبة التكاليف, والتمثيل الدقيق للعلامة التجارية. إن التغاضي عن المواصفات الفنية الهامة يمكن أن يؤدي إلى أخطاء إنتاجية مكلفة, طبع, وتأخيرات السوق التي يمكن تجنبها.
من خلال إتقان مبادئ التصميم والهندسة هذه, يمكن للعلامات التجارية ضمان وجود ملفات جاهزة للطباعة تعمل بشكل لا تشوبه شائبة عند الطباعة وعلى الرف. في تغليف ورق بايلي, نحن نعمل بشكل وثيق مع العلامات التجارية لترجمة الدقة إلى نتائج ملموسة وتكاليف أقل, وقت وصول أسرع إلى السوق, والتعبئة والتغليف التي تعكس باستمرار قسطا, صورة العلامة التجارية الجديرة بالثقة. عندما يكون كل ملليمتر مهمًا, إن الشراكة مع خبير التغليف المناسب تُحدث فرقًا كبيرًا.
الأسئلة المتداولة
كيف تصنع خطوط كرتونية قابلة للطي?
لإنشاء خطوط كرتونية قابلة للطي جاهزة للإنتاج, قم أولاً ببناء قالب CAD المتجه. يحدد هذا القالب جميع القطع, تجعد, غراء, ينزف, والمناطق الآمنة للنسخ, جنبا إلى جنب مع التفاوتات المحددة الخاصة بهم.
استخدم خطوطًا متجهة دقيقة رياضيًا, أغلق مخطط القالب كمسار واحد مستمر, واتبع أنماط الخطوط المحددة للقطع, تجعد, أو ثقب.
يجب أن يمتد النزيف 3.2 مم (0.125″) الماضي قطع السكين. احتفظ بالنوع المباشر على الأقل 2 ملم داخل الخط, الحفاظ على محاذاة اللوحة ضمن حوالي ± 0.5 مم, وتطبيق بدلات التمديد/التسليم والتداخل (على سبيل المثال, 0.6-0.8 ملم) من أجل الطي والإغلاق المناسبين بناءً على الفرجار الموجود على اللوحة.
ما هي الملفات المطلوبة للطابعات?
لطباعة الكرتون القابل للطي, دقة الصورة القياسية هي 300 نقطة في البوصة في 100% الحجم النهائي. تتضمن تنسيقات ملفات الصور المفضلة TIFF, PSD, إبس, أو JPEG عالي الجودة.
إرسال التخطيطات بتنسيق PDF/X-1a (كميك + البقع, الخطوط المضمنة, الشفافية بالارض) أو ملفات Adobe InDesign/Illustrator الأصلية. يجب توفير خطوط القطع المتجهة في 1:1 حجم, عادة في CF2, إبس, أو تنسيق DXF.
تأكد من وضع جميع النصوص والرسومات الهامة على الأقل 2 ملم بعيدًا عن خطوط القطع والتجعد لتجنب أخطاء التشذيب أثناء الإنتاج.
ما مدى سماكة الخطوط لتصميم طباعة الكرتون القابل للطي?
لتصميم الطباعة الكرتونية القابلة للطي, يجب ألا يكون عمل القاعدة أو الخط بشكل عام أقل من 0.005″ (0.13 مم) من أجل استنساخ موثوق به في الصحافة. وهذا ينطبق على كلا الخطين الإيجابيين (خطوط داكنة على خلفية فاتحة) والخطوط السلبية/العكسية (طرقت خطوط الضوء من اللون الداكن).
تتطلب معظم مواصفات الورق المقوى القابل للطي للرموز الشريطية والرسومات الدقيقة أيضًا حدًا أدنى لسمك الخط القابل للطباعة يبلغ 0.004″ (0.102 مم) في أنحف جزء من الشخصية أو القاعدة. وهذا يمنع الخطوط من ملء المخزون الموجود على متن السفينة أو تفتيته. يجب على المصممين البقاء عند 0.004-0.005 أو أعلى″ (0.10-0.13 ملم) سمك الخط لتلبية معايير قابلية الطباعة الصناعية النموذجية.
هل هناك حاجة دائمًا إلى ألوان Pantone لطي الكراتين؟?
بانتون (الدورة الشهرية) الألوان الموضعية ليست مطلوبة بشكل صارم بواسطة أي معيار هندسي أو طباعة للكرتون القابل للطي. لكن, إنها معيار الصناعة الفعلي عندما يكون تناسق ألوان العلامة التجارية الدقيق أمرًا بالغ الأهمية, خاصة على لوحات الكرافت أو اللوحات غير البيضاء ولشعارات العلامات التجارية القوية أو لهجات المفاتيح.
بدون مواصفات بانتون, عادةً ما يتم إنشاء الطابعات بشكل افتراضي على عملية CMYK, والتي تقريبية فقط ألوان العلامة التجارية. تقوم الطابعات بإرشاد المصممين إلى أنه يجب تعريف كل علامة تجارية مهمة أو لون تركيز على أنه حبر Pantone الموضعي باستخدام الرسم الرسمي “كتاب الحبر” اسم (على سبيل المثال, "بانتون الأحمر 032 ج").
تعمل العديد من المحولات على تشغيل 1-6 ألوان تركيز Pantone بالإضافة إلى CMYK, مع كل لون موضعي من Pantone يضاف إلى التكلفة بشكل عام. على ورق كرافت أو لوح بني, غالبًا ما يُنصح باستخدام أحبار Pantone الموضعية للحصول على ألوان أكثر جرأة, استنساخ الألوان أكثر دقة.
استخدام بانتون الصلبة المغلفة (الدورة الشهرية "ج") لSBS أو المجلس المطلي, وبانتون غير مصقول ("أنت") للوح غير المطلي. حدد كل لون مهم للعلامة التجارية كنقطة Pantone في عملك الفني للمطابقة القابلة للتكرار عبر عمليات الإنتاج.
كيف تقوم بإعداد الملفات لتطبيق الطلاء?
للكرتون القابل للطي, عادةً ما يتم إعداد الطلاءات كفصل منفصل للألوان الموضعية على الطبقة الخاصة بها, بعد رسم القالب/الطلاء المعتمد. يجب أن تكون أشكال الطلاء متجهة فقط, بدون أي صبغات أو صور, ويجب على المصممين عدم تحريرها مطلقًا داخل طبقة العمل الفني CMYK.
للكرتون الأوفست, لا تتطلب العديد من المحولات ملف طلاء منفصل ما لم تكن هناك حاجة إلى طبقات طلاء متعددة أو طبقات طلاء مهمة للتسجيل. لكن, في فليكسو وبعض سير العمل ليثو, تعتبر لوحة الألوان الموضعية المخصصة "للطلاء" إلزامية للتطبيق السليم.
















