Design incorreto da caixa dobrável, como perder uma margem de rollover de 0,6 mm para uma placa de 600 μm ou calcular mal um sangramento de 3 mm, causa atrasos dispendiosos na produção e compromete a integridade da marca. A precisão técnica é fundamental.
Este guia fornece aos designers conhecimentos essenciais, da aplicação de padrões estruturais do Código ECMA e conformidade com FDA/FTC, para preparar arquivos PDF/X-4 prontos para impressão com perfis ISO Coated v2. Vamos mergulhar!
Compreendendo Dielines e Layouts
| Especificação | Valor/Descrição | Finalidade/Impacto |
|---|---|---|
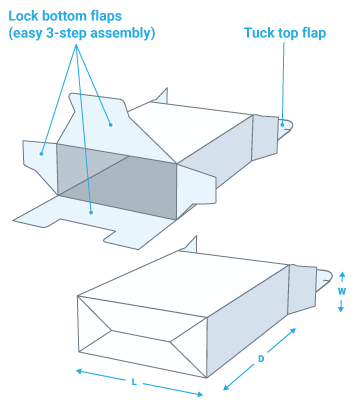
| Linhas de corte | Linhas sólidas | Define o formato final da caixa. |
| Linhas de vinco/dobragem | Linhas tracejadas | Indica onde a caixa será dobrada. |
| Linhas de perfuração | Linhas pontilhadas | Para seções destacáveis ou abertura fácil. |
| Sangramento de Embalagem | 3 milímetros (por exemplo, PapelWorks: 3.2 milímetros) | Evita bordas não impressas após o corte. |
| Margens de segurança de arte/tipo | 3 mm dentro da linha de matriz (min 2 folga mm) | Evita que textos e gráficos sejam cortados ou vincados. |
| Subsídio de Rollover | 0.6 milímetros (até 600 µm); 0.8 milímetros (sobre 600 µm) | Garante dobramento suave de placas mais grossas. |
| Tolerância a erros dimensionais | 1 milímetros | Crítico para montagem ou fechamento adequado. |
Compreender os requisitos técnicos precisos para as linhas de papelão dobráveis é fundamental para o sucesso da produção de embalagens. Dielines atua como o modelo estrutural, guiando o processo de fabricação desde o corte até a dobra.
Definição de Dielines e Marcações Padrão
Dielines são essenciais para criar embalagens funcionais e esteticamente agradáveis. Eles delineiam com precisão cada corte, dobrar, e detalhes necessários para a estrutura de uma caixa.
- Dielines define o projeto estrutural para caixas dobráveis.
- Ferramentas como ArtiosCAD e Adobe Illustrator são frequentemente usadas para criar linhas de produção.
- A codificação de linha padrão usa linhas sólidas para corte, tracejado para vincar/dobrar, e pontilhado para perfurações.
- Os designers geralmente usam camadas ou cores separadas para zonas de colagem e recortes para garantir clareza.
Precisão e tolerâncias na geometria Dieline
Conseguir embalagens funcionais e de alta qualidade depende do cumprimento estrito das tolerâncias dieline. Pequenos desvios podem afetar significativamente a montagem e a aparência do produto final, é por isso que a precisão é uma pedra angular da Embalagens de papel Baili filosofia de produção.
Obra de arte, Sangrar, e margens de segurança

O sangramento da arte garante que seu design se estenda além da linha de corte final, evitando bordas não impressas desagradáveis após o processo de corte e vinco. As margens de segurança são áreas interiores vitais que protegem textos e gráficos essenciais contra cortes, dobrado, ou obscurecido por cola.
Junto, esses elementos são responsáveis pelas variações de fabricação, garantindo uma caixa dobrável final polida e profissional, sem defeitos.
Alcançando alta qualidade embalagem cartonada dobrável depende de uma configuração precisa da arte. Compreender as margens de sangramento e de segurança é fundamental para os designers evitarem problemas comuns de impressão.
Esses elementos cruciais garantem que a embalagem da sua marca tenha uma aparência limpa e profissional, apesar das pequenas variações que ocorrem nos processos de fabricação.
Definição de zonas de sangramento e zonas críticas de segurança
As zonas de sangramento e segurança são inegociáveis no projeto. Eles servem como amortecedores contra pequenas mudanças que podem acontecer durante a produção da embalagem, protegendo a integridade da sua obra de arte.
Ignorar essas zonas pode levar a embalagens com bordas brancas onde a cor deveria ser, ou detalhes importantes sendo cortados.
Implementando medições padrão da indústria
Aderir às medições padrão da indústria para margens de sangramento e segurança simplifica o processo de projeto e evita erros dispendiosos. Estas dimensões específicas são estabelecidas para garantir consistência e qualidade em todas as embalagens impressas.
Seguir essas diretrizes ajuda a criar arquivos prontos para impressão que a Baili Paper Packaging pode processar com eficiência, levando a excelentes produtos finais.
Eleve sua marca com personalização & Caixas dobráveis sustentáveis

Configuração do arquivo de revestimento e acabamento
A configuração adequada do arquivo para revestimentos e acabamentos envolve a definição de áreas de aplicação específicas e o detalhamento de requisitos funcionais, como brilho e resistência à fricção..
Especifique tipos de materiais, como revestimentos aquosos, Revestimentos UV, ou laminados de filme. Essa precisão evita problemas de fabricação e garante que a embalagem atenda aos padrões de desempenho.
A preparação de arquivos de projeto para revestimentos e acabamentos requer atenção cuidadosa aos detalhes. A configuração precisa garante que a embalagem final atinja as propriedades estéticas e funcionais desejadas.
Também evita desafios comuns de fabricação, levando a um processo de produção mais suave e resultados de alta qualidade.
Definição de áreas de revestimento e requisitos funcionais
Marcar claramente as áreas de revestimento e acabamento em seus arquivos de projeto é essencial. Isso ajuda os fabricantes a entender exatamente onde e como diferentes aplicações devem ser aplicadas.
Você também precisa especificar as metas de desempenho que seu a embalagem precisa atender, garantindo durabilidade e eficácia.
- Designe áreas específicas para revestimentos e acabamentos nos arquivos de arte, distinguir entre inundação total e aplicações pontuais.
- Certifique-se de que as especificações do revestimento evitem abas de cola e linhas de dobra críticas para evitar interferência com vincos ou umidade do adesivo.
- Especifique metas de desempenho funcional, incluindo o coeficiente de atrito necessário (COF), resistência à fricção, resistência ao deslizamento, e resistência à graxa/água.
- Considere a espessura do filme, que normalmente varia de 0,5 a 2,0 mil (12.7–50,8 µm) para camadas de polietileno, em ajustes dieline.
Especificação de tipos de acabamento e conformidade regulatória
Escolher o revestimento ou laminado certo é crucial tanto para a aparência quanto para a função. Seus arquivos devem detalhar claramente os tipos de acabamento e quaisquer informações técnicas ou regulamentares necessárias.
A Baili Paper Packaging é excelente na aplicação de vários efeitos de acabamento, garantindo que sua embalagem se destaque enquanto atende a todos os padrões exigidos.
- Utilize separado, camadas nomeadas em arquivos de design para diferentes acabamentos, como revestimentos aquosos, Revestimentos UV, e laminados de filmes.
- Especifique produtos químicos de revestimento, incluindo aquosos (à base de água) revestimentos, Revestimentos UV (brilhante/fosco), verniz convencional, barreira aquosa, ou laminados de filme (por exemplo, polipropileno, nylon, BICHO DE ESTIMAÇÃO).
- Indique os acabamentos superficiais desejados: Matte, lustro, ou 'bolso espelho’ lustro, como classes comercialmente padrão.
- Incluir requisitos para conformidade com a FDA para contato direto ou indireto com alimentos, quando aplicável, observando que as resinas de polirrevestimento podem ser aprovadas pela USFDA.
- Considere as restrições de fabricação, como larguras máximas de banda de até 103 polegadas (2616 milímetros) para linhas personalizadas de placas revestidas/laminadas.
Dicas práticas para otimizar a fabricação
Otimizando fabricação de caixas dobráveis em 2026 envolve projetar equipamentos de alta velocidade, especificando materiais com precisão, e alavancar eficiências de produção. Concentre-se na padronização das dimensões da caixa, garantindo integridade robusta do vinco, e calibrador de placa de calibração.
Você também deve considerar melhorias no nível da fábrica, como layouts enxutos e automação avançada, para obter qualidade consistente e prazos de entrega mais rápidos..
Para agilizar seu processo de produção e reduzir custos de fabricação de caixas dobráveis, escolhas estratégicas de design e especificações de materiais são essenciais. O foco nessas áreas ajuda a garantir operações mais tranquilas e prazos de entrega mais rápidos.
Projetando para Fluxos de Produção Eficientes
As decisões de projeto impactam diretamente a velocidade de fabricação e a redução de desperdícios em equipamentos modernos. Elaborar seus designs de caixas dobráveis tendo em mente a eficiência da produção pode agilizar significativamente todo o processo.
- Alinhe os formatos de papelão e as especificações do cartão com modernas cortadoras de molde alimentadas por rolo. Essas máquinas operam em velocidades de até 25,000 impressões por hora em 2026, exigindo manuseio preciso de materiais.
- Projete dentro de janelas de tamanho de caixa padrão, como 100–1010 mm. Esta abordagem apoia mudanças rápidas de trabalho e visa tempos de preparação próximos 15 minutos para pedidos repetidos, aumentando a eficiência da planta.
- Priorize a qualidade do vinco, resistência à flexão, e corte sem poeira em seus projetos. Isso minimiza o retrabalho e evita paradas dispendiosas nas linhas de embalagem, garantindo resultados consistentes.
Criando arquivos prontos para impressão
Criar arquivos prontos para impressão para caixas dobráveis significa seguir os padrões da indústria para 2026. Isso inclui o uso dos formatos PDF/X‑1a ou PDF/X‑4, estritamente CMYK e cores especiais, e mantendo alta resolução de imagem.
Gerenciamento preciso da linha de produção, sangramento correto, e as margens de segurança também são essenciais para garantir uma produção precisa e resultados de qualidade.
| Categoria | Exigência | Especificação |
|---|---|---|
| **Formato do arquivo** | Padrões preferenciais | PDF/X-1a (v1.3) ou PDF/X‑4 (v1.6) |
| **Gerenciamento de cores** | Espaço de cores | CMYK + Cores exatas (Excluir todos os RGB) |
| Imprimir perfil | ISO revestido v2 / FOGRA39 | |
| **Resolução da imagem** | Imagens rasterizadas | Mínimo 300 dpi (no 100% tamanho) |
| Texto rasterizado | Recomendado 600 ppi | |
| **Elementos Estruturais** | Sangrar | 3–5mm (aprox.. 1/8″ ou 3 mm mínimo) |
| Margem de segurança (Texto/Arte) | Mínimo 2 mm dentro da linha dieline | |
| Margem de segurança (Dobras Complexas) | 1/4″ liberação de facas e pontuações | |
| Colocação Dieline | Dedicado ‘Morra’ camada, definido para impressão sobreposta, não imprimível | |
| Subsídio de Rollover | 0.6 milímetros (calibrador de placa ≤ 600 μm), 0.8 milímetros (pinça de placa > 600 μm) | |
| Zonas silenciosas de código de barras | Pelo menos 10 vezes a largura da barra mais estreita |
Formato de arquivo essencial e padrões de cores
A base de qualquer arquivo pronto para impressão está no formato e na configuração de cores. A preparação correta desses elementos garante resultados consistentes e previsíveis durante o processo de pré-impressão.
A Baili Paper Packaging trabalha com essas especificações padrão da indústria para produzir resultados de alta qualidade.
Precisão em obras de arte e elementos estruturais
Além da cor e do formato, atenção meticulosa às obras de arte e detalhes estruturais é fundamental. Estas especificações técnicas levam em conta as tolerâncias de fabricação, garantindo que sua caixa seja montada perfeitamente.
Seguir essas diretrizes ajuda a Baili Paper Packaging a obter cortes precisos e dobras limpas para sua embalagem personalizada.
Preparar arquivos digitais corretamente é crucial para uma impressão em caixas de papelão de alta qualidade. A adesão a padrões técnicos específicos garante que seus projetos sejam traduzidos com precisão da tela para o produto físico.
Este guia descreve as principais especificações para preparar seu trabalho artístico, evitando erros comuns de pré-impressão e garantindo a compatibilidade de fabricação.
Considerações Finais
O design eficaz da caixa dobrável vai muito além do apelo visual – ele influencia diretamente a eficiência da fabricação, controle de custos, e representação precisa da marca. Ignorar especificações técnicas críticas pode levar a erros de produção dispendiosos, reimpressões, e atrasos de mercado evitáveis.
Ao dominar esses princípios de design e engenharia, as marcas podem garantir arquivos prontos para impressão com desempenho perfeito na impressão e na prateleira. No Embalagem de papel Baili, trabalhamos em estreita colaboração com as marcas para traduzir precisão em resultados tangíveis – custos mais baixos, tempo de lançamento no mercado mais rápido, e embalagens que refletem consistentemente um prêmio, imagem de marca confiável. Quando cada milímetro importa, a parceria com o especialista em embalagens certo faz toda a diferença.
Perguntas frequentes
Como você faz dielines de papelão dobrável?
Para criar linhas de papelão dobráveis prontas para produção, primeiro construa um modelo CAD vetorial. Este modelo define todos os cortes, vinco, cola, sangrar, e áreas seguras contra cópia, juntamente com suas tolerâncias especificadas.
Use linhas vetoriais matematicamente precisas, feche o contorno da matriz como um caminho contínuo, e siga estilos de linha definidos para corte, vinco, ou perfuração.
O sangramento deve se estender 3.2 milímetros (0.125″) além do corte da faca. Mantenha o tipo ao vivo pelo menos 2 mm dentro da linha dieline, mantenha o alinhamento do painel dentro de cerca de ±0,5 mm, e aplicar permissões de rolagem/entrega e sobreposição (por exemplo, 0.6–0,8 mm) para dobramento e fechamento adequados com base na pinça da placa.
Quais arquivos são necessários para impressoras?
Para impressão em caixas dobráveis, a resolução padrão da imagem é 300 dpi em 100% tamanho final. Os formatos de arquivo de imagem preferidos incluem TIFF, PSD, EPS, ou JPEG de alta qualidade.
Envie layouts como PDF/X-1a (CMYK + manchas, fontes incorporadas, transparência achatada) ou arquivos nativos do Adobe InDesign/Illustrator. As linhas de corte do vetor devem ser fornecidas em 1:1 escala, normalmente em CF2, EPS, ou formato DXF.
Certifique-se de que todos os textos e gráficos críticos estejam pelo menos 2 mm de distância das linhas de corte e vinco para evitar erros de corte durante a produção.
Qual deve ser a espessura das linhas para um design de impressão em caixa dobrável?
Para design de impressão em caixa dobrável, regra ou linha de trabalho geralmente não deve ser inferior a 0,005″ (0.13 milímetros) para reprodução confiável na imprensa. Isso se aplica a ambas as linhas positivas (linhas escuras em fundo claro) e linhas negativas/reversas (linhas claras eliminadas de uma cor escura).
A maioria das especificações litográficas de caixas dobráveis para códigos de barras e gráficos finos também indicam uma espessura mínima de traço imprimível de 0,004″ (0.102 milímetros) na parte mais tênue de um personagem ou regra. Isso evita que as linhas sejam preenchidas ou quebradas no estoque a bordo. Os designers devem permanecer em ou acima de 0,004–0,005″ (0.10–0,13mm) espessura da linha para atender aos padrões típicos de impressão da indústria.
As cores Pantone são sempre necessárias para caixas dobráveis??
Pantone (TPM) cores exatas não são estritamente exigidas por nenhum padrão de engenharia ou impressão para caixas dobráveis. No entanto, eles são o padrão de fato da indústria quando a consistência exata da cor da marca é crítica, especialmente em quadros kraft ou não-brancos e para logotipos de marcas sólidas ou detalhes importantes.
Sem especificação Pantone, as impressoras normalmente usam como padrão construções de processos CMYK, que apenas aproximam as cores da marca. Os impressores instruem os designers que cada marca crítica ou cor especial deve ser definida como uma tinta especial Pantone usando o código oficial “Livro de tinta” nome (por exemplo, “Vermelho PANTONE 032 C”).
Muitos conversores executam de 1 a 6 cores exatas Pantone mais CMYK, com cada cor especial Pantone adicionada geralmente aumentando o custo. Em kraft ou cartão marrom, As tintas especiais Pantone são frequentemente recomendadas para trabalhos mais ousados., reprodução de cores mais precisa.
Use revestimento sólido Pantone (TPM “C”) para SBS ou cartão revestido, e Pantone sem revestimento (“Você”) para cartão não revestido. Defina cada cor crítica da marca como um ponto Pantone em sua arte para uma correspondência repetível em todas as execuções de produção.
Como você configura arquivos para aplicação de revestimento?
Para caixas dobráveis, os revestimentos são geralmente configurados como uma separação separada de cores exatas em sua própria camada, seguindo o desenho aprovado da matriz/revestimento. As formas de revestimento devem ser apenas vetoriais, sem quaisquer matizes ou imagens, e os designers nunca devem editá-los na camada de arte CMYK.
Para caixas offset, muitos conversores não exigem um arquivo de revestimento separado, a menos que sejam necessários vários revestimentos ou revestimentos críticos para registro. No entanto, em flexografia e alguns fluxos de trabalho litográficos, uma placa de cor especial de “Revestimento” dedicada é obrigatória para uma aplicação adequada.
















