間違った紙器のデザイン, 600μm 基板の 0.6mm ロールオーバー許容値の欠落や 3mm ブリードの計算ミスなど, コストのかかる生産遅延とブランドの完全性の侵害を引き起こす. 技術的な精度が最も重要です.
このガイドは、設計者に必須の知識を提供します。, ECMAコードの構造基準とFDA/FTCのコンプライアンスの適用を回避, ISO コート v2 プロファイルを使用した印刷可能な PDF/X-4 ファイルの準備まで. 飛び込んでみましょう!
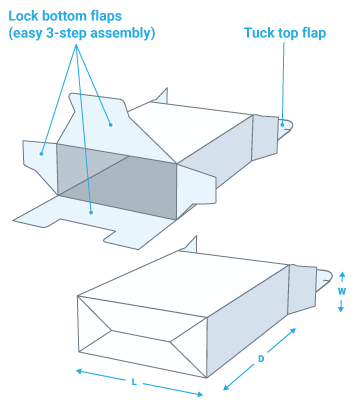
ダイラインとレイアウトを理解する
| 仕様 | 値/説明 | 目的/影響 |
|---|---|---|
| カットライン | 実線 | カートンの最終形状を定義します. |
| 折り目/折り線 | 破線 | カートンが折りたたまれる位置を示します. |
| ミシン目 | 点線 | 切り取り部分または簡単に開く場合. |
| 包装の裁ち落とし | 3 mm (例えば, ペーパーワークス: 3.2 mm) | カット後に印刷されないエッジを防ぎます. |
| アートワーク/タイプの安全マージン | 3 ダイライン内側 mm (分 2 mmクリアランス) | テキストやグラフィックが切れたり折れたりするのを防ぎます. |
| ロールオーバー手当 | 0.6 mm (まで 600 μm); 0.8 mm (以上 600 μm) | 厚いボードもスムーズに折り曲げられます。. |
| 寸法誤差許容差 | 1 mm | 適切な組み立てや密閉に不可欠. |
紙器のダイラインの正確な技術要件を理解することは、パッケージング生産を成功させるための基礎です. ダイラインは構造の青写真として機能します, 切断から折りまでの製造プロセスをガイドします。.
ダイラインと標準マーキングの定義
ダイラインは機能的で見た目にも美しいパッケージを作成するために不可欠です. すべてのカットの輪郭を正確に描いています, 折り畳み, カートンの構造に必要な詳細情報.
- ダイラインは構造の青写真を定義します。 折り畳みカートン.
- ArtiosCAD や Adobe Illustrator などのツールは、生産スケジュールの構築によく使用されます。.
- 標準のラインコーディングは切断に実線を使用します, 折り目/折り目用の破線, ミシン目用のドット.
- デザイナーは通常、明確さを確保するために接着ゾーンとノックアウトに別々のレイヤーまたは色を使用します。.
ダイライン形状の精度と公差
機能的で高品質なパッケージングを実現するには、ダイライン公差を厳守するかどうかにかかっています。. わずかな誤差が最終製品の組み立てと外観に大きな影響を与える可能性があります, だからこそ精度が基礎となるのです 百里紙包装の 生産理念.
アートワーク, ブリード, と安全マージン

アートワークの裁ち落としにより、デザインが完成したカットラインを超えて広がることが保証されます, ダイカットプロセス後の見苦しい印刷されていないエッジを防止します。. 安全マージンは、重要なテキストやグラフィックが切り取られるのを防ぐ重要な内部領域です。, 折りたたまれた, または接着剤で隠れている.
一緒に, これらの要素は製造上のばらつきを考慮します, 欠陥のない洗練されたプロフェッショナルな最終紙器を保証します.
高品質の実現 折り畳みカートン梱包 正確なアートワーク設定に依存します. ブリードと安全マージンを理解することは、デザイナーが一般的な印刷の問題を防ぐための基本です.
これらの重要な要素により、ブランドのパッケージがクリーンでプロフェッショナルに見えることが保証されます, 製造プロセスで生じる小さな差異にもかかわらず.
ブリードゾーンとクリティカルセーフティゾーンの定義
ブリードゾーンとセーフティゾーンは交渉の余地のないデザインです. パッケージングの製造中に発生する可能性のあるわずかなずれに対する緩衝材として機能します。, アートワークの完全性を保護する.
これらのゾーンを無視すると、本来色があるべきところに白い縁がついたパッケージになる可能性があります。, または重要な詳細が切り取られている.
業界標準の測定の実装
ブリードと安全マージンの業界標準の測定に準拠することで、設計プロセスが簡素化され、コストのかかるエラーが防止されます. これらの特定の寸法は、すべての印刷パッケージにわたる一貫性と品質を確保するために確立されています。.
これらのガイドラインに従うと、Baili Paper Packaging が効率的に処理できる印刷可能なファイルを作成できます。, 優れた最終製品につながる.
カスタムでブランドを高める & 持続可能な紙器

コーティングと仕上げファイルのセットアップ
コーティングと仕上げの適切なファイル設定には、特定の適用領域の定義と、光沢や耐摩擦性などの機能要件の詳細が含まれます。.
水性塗料などの材料の種類を指定する, UVコーティング, またはフィルムラミネート. この精度により製造上の問題が防止され、パッケージングが性能基準を満たしていることが保証されます。.
コーティングと仕上げ用のデザインファイルを準備するには、細部まで細心の注意を払う必要があります. 正確なセットアップにより、最終的なパッケージングが望ましい美的および機能的特性を確実に達成します。.
また、一般的な製造上の課題も防止します, よりスムーズな生産プロセスと高品質の結果につながります.
コーティング領域と機能要件の定義
デザインファイル内でコーティング領域と仕上げ領域を明確にマークすることが重要です. これは、メーカーがさまざまなアプリケーションをどこにどのように適用する必要があるかを正確に理解するのに役立ちます。.
また、パフォーマンス目標を指定する必要もあります。 梱包は満たす必要がある, 耐久性と有効性を確保する.
- アートワーク ファイル内でコーティングと仕上げの特定の領域を指定する, フルフラッドアプリケーションとスポットアプリケーションの区別.
- しわや接着剤の濡れによる干渉を防ぐために、コーティング仕様が接着剤のフラップや重要な折り目を避けていることを確認してください。.
- 機能パフォーマンス目標を指定する, 必要な摩擦係数を含む (COF), 耐摩擦性, 滑り止め, 耐油性/耐水性.
- 膜厚を考慮する, 通常は 0.5 ~ 2.0 ミルの範囲です (12.7–50.8μm) ポリエチレン層用, ダイライン調整中.
仕上げタイプの指定と法規制への準拠
適切なコーティングまたはラミネートを選択することは、外観と機能の両方にとって重要です. ファイルには、仕上げの種類と必要な技術情報または規制情報が明確に記載されている必要があります。.
Baili Paper Packaging はさまざまな仕上げ効果を適用することに優れています, 必要な基準をすべて満たしながら、パッケージを目立たせるようにする.
- 別途ご利用ください, 水性コーティングなどのさまざまな仕上げ用のデザイン ファイル内の名前付きレイヤー, UVコーティング, およびフィルムラミネート.
- 水性を含むコーティングの化学薬品を指定する (水性) コーティング, UVコーティング (グロス/マット), 従来のワニス, バリア水性, またはフィルムラミネート (例えば, ポリプロピレン, ナイロン, ペット).
- ご希望の表面仕上げをご指示ください: マット, 光沢, または「ミラーポケット」’ 光沢, 商業標準グレードとして.
- 該当する場合、食品との直接的または間接的な接触に関する FDA 準拠の要件を含めます。, ポリコーティング樹脂は USFDA の承認を受けることができることに留意してください。.
- 製造上の制約を考慮する, 最大ウェブ幅など 103 インチ (2616 mm) カスタムコーティング/ラミネート基板ライン用.
製造を最適化するための実践的なヒント
最適化 紙器製造 で 2026 高速機器向けの設計が含まれます, 材料を正確に指定する, 生産効率の活用. カートンの寸法の標準化に重点を置く, 堅牢な折り目の完全性を確保, キャリブレーションボードキャリパー.
一貫した品質とリードタイムの短縮のために、無駄のないレイアウトや高度な自動化などの工場レベルの改善も考慮する必要があります。.
効率化するには 製造工程 紙器の製造コストを削減します, 戦略的な設計の選択と材料仕様が不可欠です. これらの領域に焦点を当てることで、よりスムーズな業務とより短いリードタイムを実現できます。.
効率的な生産フローの設計
設計上の決定は、最新の装置における製造速度と無駄の削減に直接影響します。. 生産効率を念頭に置いて紙器のデザインを作成すると、プロセス全体を大幅に合理化できます。.
- 最新のウェブ供給プラテン ダイ カッターを使用して、カートンのフォーマットと基板の仕様を調整します. これらの機械は最高速度で動作します。 25,000 1時間あたりのインプレッション数 2026, 正確なマテリアルハンドリングが要求される.
- 標準のカートン サイズのウィンドウ内でデザインする, 100~1010mmなど. このアプローチは素早い転職をサポートし、準備時間を短縮することを目的としています。 15 リピート注文の場合は数分, プラントの効率を高める.
- 折り目の品質を優先する, 曲げ抵抗, デザインでのダストフリー切断. これにより、やり直し作業が最小限に抑えられ、コストのかかる梱包ラインの停止が防止されます。, 一貫した出力を保証する.
印刷可能なファイルの作成
紙器用の印刷可能なファイルを作成するということは、紙器の業界標準に従うことを意味します。 2026. これには、PDF/X-1a または PDF/X-4 形式の使用が含まれます。, 厳密にCMYKとスポットカラー, 高い画像解像度を維持する.
正確なダイライン管理, 正しい出血, 正確な生産と品質の結果を保証するには、安全マージンも不可欠です.
| カテゴリ | 要件 | 仕様 |
|---|---|---|
| **ファイル形式** | 推奨される標準 | PDF/X-1a (v1.3) または PDF/X‑4 (v1.6) |
| **カラーマネジメント** | 色空間 | CMYK + スポットカラー (すべてのRGBを除外する) |
| 印刷プロファイル | ISO コーティング v2 / フォグラ39 | |
| **画像解像度** | ラスター画像 | 最小 300 dpi (で 100% サイズ) |
| ラスタライズされたテキスト | 推奨 600 ぴー | |
| **構造要素** | ブリード | 3–5mm (約. 1/8″ または 3 最小 mm) |
| 安全マージン (テキスト/アート) | 最小 2 ダイライン内側 mm | |
| 安全マージン (複雑なひだ) | 1/4″ ナイフやスコアからの排除 | |
| ダイラインの配置 | 専用の「ダイ」’ 層, オーバープリントに設定する, 非印刷 | |
| ロールオーバー手当 | 0.6 mm (ボードキャリパー ≤ 600 μm), 0.8 mm (ボードキャリパー > 600 μm) | |
| バーコードクワイエットゾーン | 少なくとも 10 最も狭いバーの幅の倍 |
重要なファイル形式と色の標準
印刷可能なファイルの基礎は、その形式と色の設定にあります。. これらの要素を正しく準備することで、製版プロセス中に一貫性のある予測可能な結果が保証されます。.
Baili Paper Packaging は、これらの業界標準仕様に準拠して高品質の出力を生成します。.
アートワークと構造要素の精度
色と形式を超えて, アートワークと構造の細部への細心の注意が最も重要です. これらの技術仕様は製造公差を考慮したものです, カートンが完璧に組み立てられるようにする.
これらのガイドラインに従うことで、Baili Paper Packaging はカスタム包装の正確なカットときれいな折り目を実現できます。.
高品質のカートン印刷には、デジタル ファイルを正しく準備することが重要です. 特定の技術基準に準拠することで、デザインが画面から物理的な製品に正確に変換されることが保証されます。.
このガイドでは、アートワークを準備するための主要な仕様の概要を説明します。, よくある製版エラーを防止し、製造上の互換性を確保する.
最終的な考え
効果的な紙器のデザインは、見た目の魅力をはるかに超えて、製造効率に直接影響します。, コスト管理, 正確なブランド表現. 重要な技術仕様を見落とすと、コストのかかる生産エラーが発生する可能性があります, 再版, 回避可能な市場の遅延.
これらの設計とエンジニアリングの原則を習得することで、, ブランドは、印刷機や店頭で完璧に機能する印刷準備の整ったファイルを保証できます。. で 百里紙包装, ブランドと緊密に連携して、精度を目に見える結果に変換し、コストを削減します。, 市場投入までの時間の短縮, 一貫してプレミアム感を反映したパッケージング, 信頼できるブランドイメージ. 1ミリも重要なとき, 適切な包装専門家と提携することで大きな違いが生まれます.
よくある質問
紙器のダイラインはどうやって作るのですか?
すぐに生産可能な紙器のダイラインを作成するには, 最初にベクター CAD テンプレートを構築します. このテンプレートはすべてのカットを定義します, 折り目, のり, 出血する, およびコピーセーフエリア, 指定された公差とともに.
数学的に正確なベクター ラインを使用する, ダイの輪郭を 1 つの連続したパスとして閉じます, カット用に定義された線スタイルに従います, 折り目, またはミシン目.
出血は広がるはずです 3.2 mm (0.125″) ナイフで切られた部分を越えて. 少なくともライブタイプを維持してください 2 ダイライン内側 mm, パネルのアライメントを約±0.5mm以内に維持, ロールオーバー/ターンインおよびオーバーラップ許容量を適用します (例えば, 0.6–0.8mm) ボードキャリパーに基づいて適切に折りたたんで閉じるための.
プリンターに必要なファイルは何ですか?
紙器印刷用, 標準の画像解像度は 300 dpiで 100% 最終サイズ. 推奨される画像ファイル形式には TIFF が含まれます, PSD, EPS, または高品質JPEG.
レイアウトを PDF/X-1a として送信する (CMYK + 斑点, 埋め込まれたフォント, 透明度が平らになった) またはネイティブの Adobe InDesign/Illustrator ファイル. ベクターカットラインは次の場所で指定する必要があります。 1:1 規模, 通常はCF2で, EPS, またはDXF形式.
すべてのテキストと重要なグラフィックが少なくとも配置されていることを確認してください 2 生産時のトリミングエラーを避けるため、カットラインや折り目ラインから mm 離します。.
紙器の印刷デザインの線の太さはどのくらいにする必要がありますか?
紙器印刷デザイン用, 罫線や線画は通常、0.005 よりも薄くしてはなりません。″ (0.13 mm) 印刷機での信頼性の高い複製のために. これは両方の陽線に当てはまります (明るい背景に暗い線) および陰線/逆線 (暗い色から抜け出た明るい線).
バーコードや細かいグラフィックスに関するほとんどの紙器リソ仕様でも、印刷可能な最小ストロークの太さは 0.004 と規定されています。″ (0.102 mm) 文字またはルールの最も薄い部分. これにより、ボードストック上でラインが埋まったり、切れたりするのを防ぎます。. 設計者は 0.004 ~ 0.005 以上に保つ必要があります。″ (0.10–0.13mm) 一般的な業界の印刷適性基準を満たす線の太さ.
紙器にはパントンカラーが必ず必要ですか??
パントン (PMS) スポット カラーは、紙器のエンジニアリングまたは印刷標準では厳密に要求されていません。. しかし, ブランドカラーの正確な一貫性が重要な場合、これらは事実上の業界標準となります。, 特にクラフトボードや白以外のボード、無地のブランドロゴやキーアクセントに最適です。.
Pantone 仕様なし, 通常、プリンターはデフォルトで CMYK プロセス ビルドを使用します, おおよそのブランドカラーにすぎません. 印刷会社はデザイナーに対し、重要な各ブランドまたは特色を公式の仕様を使用して Pantone スポット インクとして定義する必要があることを指示します。 “インクブック” 名前 (例えば, 「パントンレッド」 032 C”).
多くのコンバータは、1 ~ 6 の Pantone 特色と CMYK を実行します。, Pantone スポットカラーを追加するたびに一般にコストが増加します. クラフトまたは茶色のボードに, Pantone のスポット インクは、より大胆な用途に推奨されることがよくあります, より正確な色再現.
Pantoneソリッドコーティングを使用 (PMS「C」) SBSまたはコート板用, パントンコーティングなし (「う」) 非コート基板用. すべての重要なブランドカラーをアートワーク内の Pantone スポットとして定義し、生産工程全体で再現可能なマッチングを実現します。.
コーティングアプリケーション用のファイルをどのように設定しますか?
紙器用, コーティングは通常、独自のレイヤー上に個別のスポットカラー分解として設定されます。, 承認されたダイ/コーティング図面に従ってください. コーティングの形状はベクターのみである必要があります, 色合いや画像なしで, デザイナーはCMYKアートワークレイヤー内でそれらを編集しないでください。.
オフセットカートン用, 多くのコンバータでは、複数のコーティングまたはレジストレーションが重要なコーティングが必要でない限り、別個のコーティング ファイルは必要ありません。. しかし, フレキソおよび一部のリソ印刷ワークフローで, 適切に塗布するには専用の「コーティング」スポットカラープレートが必須です.
















