Falsches Faltschachteldesign, Zum Beispiel das Fehlen einer Überschlagszugabe von 0,6 mm für eine 600-μm-Platine oder eine falsche Berechnung einer Beschnittzugabe von 3 mm, führt zu kostspieligen Produktionsverzögerungen und einer Beeinträchtigung der Markenintegrität. Technische Präzision steht im Vordergrund.
Dieser Leitfaden vermittelt Designern grundlegendes Wissen, von der Anwendung der ECMA-Code-Strukturstandards und der FDA/FTC-Konformität, bis hin zur Vorbereitung druckfertiger PDF/X-4-Dateien mit ISO Coated v2-Profilen. Lass uns eintauchen!
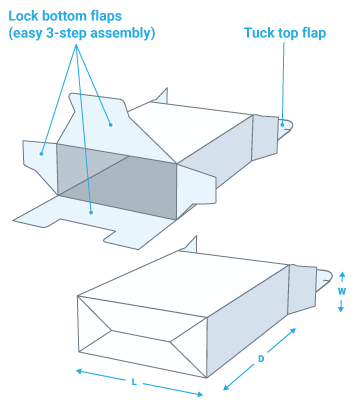
Stanzlinien und Layouts verstehen
| Spezifikation | Wert/Beschreibung | Zweck/Auswirkung |
|---|---|---|
| Schnittlinien | Durchgezogene Linien | Definiert die endgültige Form des Kartons. |
| Rill-/Faltlinien | Gestrichelte Linien | Gibt an, wo der Karton gefaltet wird. |
| Perforationslinien | Gepunktete Linien | Für abreißbare Abschnitte oder einfaches Öffnen. |
| Verpackungszuschnitt | 3 mm (z.B., Papierarbeiten: 3.2 mm) | Verhindert unbedruckte Kanten nach dem Schneiden. |
| Sicherheitsabstände für Grafik/Typ | 3 mm innerhalb der Stanzlinie (min 2 mm Abstand) | Verhindert, dass Text und Grafiken ausgeschnitten oder zerknittert werden. |
| Rollover-Zulage | 0.6 mm (bis zu 600 µm); 0.8 mm (über 600 µm) | Sorgt für ein reibungsloses Falten dickerer Bretter. |
| Maßfehlertoleranz | 1 mm | Entscheidend für den ordnungsgemäßen Zusammenbau oder Verschluss. |
Das Verständnis der genauen technischen Anforderungen an Faltschachtelstanzlinien ist für eine erfolgreiche Verpackungsproduktion von grundlegender Bedeutung. Dielines dienen als strukturelle Blaupause, Führung des Herstellungsprozesses vom Schneiden bis zum Falten.
Definieren von Stanzlinien und Standardmarkierungen
Stanzlinien sind für die Herstellung funktionaler und ästhetisch ansprechender Verpackungen unerlässlich. Sie zeichnen jeden Schnitt präzise nach, falten, und Details, die für die Struktur eines Kartons erforderlich sind.
- Dielines definieren den strukturellen Bauplan für Faltschachteln.
- Werkzeuge wie ArtiosCAD und Adobe Illustrator werden häufig zum Erstellen von Produktionsstanzlinien verwendet.
- Bei der standardmäßigen Liniencodierung werden durchgezogene Linien zum Schneiden verwendet, gestrichelt zum Falten/Knicken, und gepunktet für Perforationen.
- Designer verwenden häufig separate Schichten oder Farben für Klebezonen und Aussparungen, um Klarheit zu gewährleisten.
Präzision und Toleranzen in der Stanzgeometrie
Um eine funktionale und qualitativ hochwertige Verpackung zu erreichen, ist die strikte Einhaltung der Stanztoleranzen erforderlich. Geringe Abweichungen können die Montage und das Erscheinungsbild des Endprodukts erheblich beeinträchtigen, Deshalb ist Präzision ein Grundpfeiler von Baili-Papierverpackungen Produktionsphilosophie.
Kunstwerk, Bluten, und Sicherheitsmargen

Der Anschnitt von Grafiken stellt sicher, dass Ihr Design über die fertige Schnittlinie hinausragt, verhindert unschöne unbedruckte Kanten nach dem Stanzvorgang. Sicherheitsränder sind wichtige Innenbereiche, die wichtige Texte und Grafiken vor dem Abschneiden schützen, gefaltet, oder durch Kleber verdeckt.
Zusammen, Diese Elemente sind für Herstellungsunterschiede verantwortlich, Garantiert eine polierte und professionelle Endfaltschachtel ohne Mängel.
Hohe Qualität erreichen Faltschachtelverpackung setzt auf präzises Artwork-Setup. Für Designer ist es von grundlegender Bedeutung, Beschnittzugabe und Sicherheitsabstände zu verstehen, um häufige Druckprobleme zu vermeiden.
Diese entscheidenden Elemente sorgen dafür, dass die Verpackung Ihrer Marke sauber und professionell aussieht, trotz der geringen Abweichungen, die in den Herstellungsprozessen auftreten.
Definieren von Entlüftungs- und kritischen Sicherheitszonen
Anschnitt- und Sicherheitszonen sind beim Design nicht verhandelbar. Sie dienen als Puffer gegen leichte Verschiebungen, die bei der Verpackungsproduktion auftreten können, Schutz der Integrität Ihres Kunstwerks.
Das Ignorieren dieser Zonen kann dazu führen, dass Verpackungen weiße Ränder haben, wo Farbe sein sollte, oder wichtige Details werden abgeschnitten.
Implementierung branchenüblicher Messungen
Die Einhaltung branchenüblicher Maße für Anschnitt und Sicherheitsmargen vereinfacht den Designprozess und verhindert kostspielige Fehler. Diese spezifischen Abmessungen werden festgelegt, um Konsistenz und Qualität auf allen bedruckten Verpackungen sicherzustellen.
Das Befolgen dieser Richtlinien hilft dabei, druckfertige Dateien zu erstellen, die Baili Paper Packaging effizient verarbeiten kann, Dies führt zu hervorragenden Endprodukten.
Werten Sie Ihre Marke mit individueller Gestaltung auf & Nachhaltige Faltschachteln

Einrichtung der Beschichtungs- und Endbearbeitungsdatei
Zur ordnungsgemäßen Dateieinrichtung für Beschichtungen und Endbearbeitungen gehören die Definition spezifischer Anwendungsbereiche und die detaillierte Festlegung funktionaler Anforderungen wie Glanz und Scheuerfestigkeit.
Geben Sie Materialtypen an, z. B. wässrige Beschichtungen, UV-Beschichtungen, oder Folienlaminate. Diese Präzision verhindert Herstellungsprobleme und stellt sicher, dass die Verpackung den Leistungsstandards entspricht.
Die Vorbereitung von Designdateien für Beschichtungen und Endbearbeitungen erfordert viel Liebe zum Detail. Eine genaue Einrichtung stellt sicher, dass die Endverpackung die gewünschten ästhetischen und funktionalen Eigenschaften erreicht.
Es verhindert außerdem häufig auftretende Fertigungsprobleme, Dies führt zu einem reibungsloseren Produktionsprozess und qualitativ hochwertigen Ergebnissen.
Beschichtungsbereiche und funktionale Anforderungen definieren
Es ist wichtig, Beschichtungs- und Endbearbeitungsbereiche in Ihren Designdateien deutlich zu kennzeichnen. Dies hilft Herstellern, genau zu verstehen, wo und wie unterschiedliche Anwendungen angewendet werden sollten.
Sie müssen auch Ihre Leistungsziele angeben Verpackung muss erfüllen, Gewährleistung von Haltbarkeit und Wirksamkeit.
- Legen Sie in den Grafikdateien bestimmte Bereiche für Beschichtungen und Endbearbeitungen fest, Unterscheidung zwischen Vollflut- und Punktanwendungen.
- Stellen Sie sicher, dass die Beschichtungsspezifikationen Klebelaschen und kritische Faltlinien vermeiden, um eine Beeinträchtigung der Faltenbildung oder des Austrocknens des Klebstoffs zu verhindern.
- Geben Sie funktionale Leistungsziele an, inklusive erforderlichem Reibungskoeffizienten (COF), Abriebfestigkeit, Rutschfestigkeit, und Fett-/Wasserbeständigkeit.
- Berücksichtigen Sie die Filmdicke, die typischerweise zwischen 0,5 und 2,0 Mil liegt (12.7–50,8 µm) für Polyethylenschichten, bei Stanzlinienanpassungen.
Spezifizieren von Finish-Typen und Einhaltung gesetzlicher Vorschriften
Die Wahl der richtigen Beschichtung oder des richtigen Laminats ist sowohl für die Optik als auch für die Funktion von entscheidender Bedeutung. In Ihren Dateien sollten die Ausführungsarten und alle erforderlichen technischen oder behördlichen Informationen klar aufgeführt sein.
Baili Paper Packaging zeichnet sich durch die Anwendung verschiedener Veredelungseffekte aus, Stellen Sie sicher, dass Ihre Verpackung hervorsticht und gleichzeitig alle erforderlichen Standards erfüllt.
- Separat nutzen, Benannte Schichten in Designdateien für verschiedene Oberflächen, wie z. B. wässrige Beschichtungen, UV-Beschichtungen, und Folienlaminate.
- Geben Sie Beschichtungschemikalien an, einschließlich wässriger Beschichtungen (wasserbasiert) Beschichtungen, UV-Beschichtungen (glänzend/matt), herkömmlicher Lack, Barriere wässrig, oder Folienlaminate (z.B., Polypropylen, Nylon, HAUSTIER).
- Geben Sie die gewünschten Oberflächenbeschaffenheiten an: matt, Glanz, oder „Spiegeltasche“.’ Glanz, als handelsübliche Qualitäten.
- Fügen Sie gegebenenfalls Anforderungen zur FDA-Konformität für direkten oder indirekten Lebensmittelkontakt hinzu, Beachten Sie, dass Polybeschichtungsharze von der USFDA zugelassen werden können.
- Berücksichtigen Sie Herstellungsbeschränkungen, wie maximale Bahnbreiten von bis zu 103 Zoll (2616 mm) für kundenspezifisch beschichtete/laminierte Kartonlinien.
Praktische Tipps zur Optimierung der Fertigung
Optimieren Herstellung von Faltschachteln In 2026 beinhaltet die Entwicklung von Hochgeschwindigkeitsgeräten, Material genau spezifizieren, und Nutzung der Produktionseffizienz. Konzentrieren Sie sich auf die Standardisierung der Kartonabmessungen, Gewährleistung einer robusten Faltintegrität, und Kalibriertafel-Messschieber.
Sie sollten auch Verbesserungen auf Werksebene wie schlanke Layouts und erweiterte Automatisierung in Betracht ziehen, um eine gleichbleibende Qualität und schnellere Durchlaufzeiten zu gewährleisten.
Um Ihre zu optimieren Produktionsprozess und die Herstellungskosten für Faltschachteln senken, Strategische Designentscheidungen und Materialspezifikationen sind von entscheidender Bedeutung. Die Konzentration auf diese Bereiche trägt dazu bei, reibungslosere Abläufe und schnellere Durchlaufzeiten zu gewährleisten.
Gestaltung für effiziente Produktionsabläufe
Designentscheidungen wirken sich direkt auf die Fertigungsgeschwindigkeit und die Abfallreduzierung bei modernen Geräten aus. Wenn Sie Ihre Faltschachteldesigns unter Berücksichtigung der Produktionseffizienz gestalten, kann der gesamte Prozess erheblich rationalisiert werden.
- Passen Sie Kartonformate und Kartonspezifikationen mit modernen Rollenstanzmaschinen an. Diese Maschinen arbeiten mit Geschwindigkeiten von bis zu 25,000 Impressionen pro Stunde in 2026, anspruchsvolles, präzises Materialhandling.
- Design innerhalb der standardmäßigen Kartongrößenfenster, wie 100–1010 mm. Dieser Ansatz unterstützt schnelle Auftragswechsel und strebt kurze Rüstzeiten an 15 Minuten für Nachbestellungen, Steigerung der Anlageneffizienz.
- Priorisieren Sie die Falzqualität, Biegefestigkeit, und staubfreies Schneiden Ihrer Designs. Dies minimiert Nacharbeiten und verhindert kostspielige Stillstände an Verpackungslinien, Gewährleistung einer konsistenten Ausgabe.
Druckfertige Dateien erstellen
Um druckfertige Dateien für Faltschachteln zu erstellen, müssen Industriestandards eingehalten werden 2026. Dazu gehört auch die Verwendung der Formate PDF/X-1a oder PDF/X-4, ausschließlich CMYK und Sonderfarben, und Beibehaltung einer hohen Bildauflösung.
Präzises Stanzlinienmanagement, richtige Beschnittzugabe, und Sicherheitsmargen sind ebenfalls wichtig, um genaue Produktions- und Qualitätsergebnisse sicherzustellen.
| Kategorie | Erfordernis | Spezifikation |
|---|---|---|
| **Dateiformat** | Bevorzugte Standards | PDF/X-1a (v1.3) oder PDF/X-4 (v1.6) |
| **Farbmanagement** | Farbraum | CMYK + Schmuckfarben (Alle RGB ausschließen) |
| Profil drucken | ISO-beschichtet v2 / FOGRA39 | |
| **Bildauflösung** | Rasterbilder | Minimum 300 dpi (bei 100% Größe) |
| Gerasterter Text | Empfohlen 600 ppi | |
| **Strukturelemente** | Bluten | 3–5 mm (ca. 1/8″ oder 3 mm mindestens) |
| Sicherheitsmarge (Text/Kunst) | Minimum 2 mm innerhalb der Stanzlinie | |
| Sicherheitsmarge (Komplexe Falten) | 1/4″ Abstand zu Messern und Kerben | |
| Dieline-Platzierung | Gewidmet „Die’ Schicht, auf Überdrucken eingestellt, nicht druckend | |
| Rollover-Zulage | 0.6 mm (Brettstärke ≤ 600 μm), 0.8 mm (Board-Messschieber > 600 μm) | |
| Barcode-Ruhezonen | Mindestens 10 mal die Breite des schmalsten Balkens |
Grundlegende Dateiformat- und Farbstandards
Die Grundlage jeder druckfertigen Datei ist ihr Format und ihre Farbeinstellung. Die richtige Vorbereitung dieser Elemente gewährleistet konsistente und vorhersehbare Ergebnisse während des Druckvorstufenprozesses.
Baili Paper Packaging arbeitet mit diesen branchenüblichen Spezifikationen, um qualitativ hochwertige Ergebnisse zu erzielen.
Präzision bei Kunstwerken und Strukturelementen
Jenseits von Farbe und Format, Die sorgfältige Beachtung von Kunstwerken und strukturellen Details ist von größter Bedeutung. Diese technischen Spezifikationen berücksichtigen Fertigungstoleranzen, Stellen Sie sicher, dass Ihr Karton perfekt zusammengebaut wird.
Die Einhaltung dieser Richtlinien hilft Baili Paper Packaging dabei, präzise Schnitte und saubere Falten für Ihre individuelle Verpackung zu erzielen.
Die korrekte Vorbereitung digitaler Dateien ist für einen hochwertigen Kartondruck von entscheidender Bedeutung. Durch die Einhaltung spezifischer technischer Standards wird sichergestellt, dass Ihre Designs genau vom Bildschirm auf das physische Produkt übertragen werden.
Dieser Leitfaden beschreibt die wichtigsten Spezifikationen für die Vorbereitung Ihres Kunstwerks, Verhindert häufige Fehler in der Druckvorstufe und gewährleistet die Herstellungskompatibilität.
Letzte Gedanken
Effektives Faltschachteldesign geht weit über die optische Attraktivität hinaus – es beeinflusst direkt die Produktionseffizienz, Kostenkontrolle, und genaue Markendarstellung. Das Übersehen kritischer technischer Spezifikationen kann zu kostspieligen Produktionsfehlern führen, Nachdrucke, und vermeidbare Marktverzögerungen.
Durch die Beherrschung dieser Design- und Konstruktionsprinzipien, Marken können sicherstellen, dass druckfertige Dateien auf der Druckmaschine und im Regal einwandfrei funktionieren. Bei Baili-Papierverpackung, Wir arbeiten eng mit Marken zusammen, um Präzision in greifbare Ergebnisse umzusetzen – geringere Kosten, schnellere Markteinführung, und eine Verpackung, die stets eine Premiumqualität widerspiegelt, vertrauenswürdiges Markenimage. Wenn jeder Millimeter zählt, Die Zusammenarbeit mit dem richtigen Verpackungsexperten macht den Unterschied.
Häufig gestellte Fragen
Wie stellt man Stanzlinien für Faltschachteln her??
Zur Herstellung produktionsbereiter Stanzlinien für Faltschachteln, Erstellen Sie zunächst eine Vektor-CAD-Vorlage. Diese Vorlage definiert alle Schnitte, Falte, Kleber, bluten, und kopiergeschützte Bereiche, sowie deren vorgegebene Toleranzen.
Verwenden Sie mathematisch präzise Vektorlinien, Schließen Sie den Matrizenumriss als einen durchgehenden Pfad, und befolgen Sie definierte Linienstile für den Schnitt, Falte, oder Perforation.
Die Blutung sollte sich verlängern 3.2 mm (0.125″) hinter dem Messerschnitt. Behalten Sie zumindest den Live-Typ bei 2 mm innerhalb der Stanzlinie, Halten Sie die Plattenausrichtung innerhalb von etwa ±0,5 mm, und Überschlags-/Einlenk- und Überlappungszugaben anwenden (z.B., 0.6–0,8 mm) für ordnungsgemäßes Falten und Schließen basierend auf der Brettstärke.
Welche Dateien werden für Drucker benötigt??
Für den Faltschachteldruck, Die Standardbildauflösung beträgt 300 dpi bei 100% endgültige Größe. Zu den bevorzugten Bilddateiformaten gehört TIFF, PSD, EPS, oder hochwertiges JPEG.
Senden Sie Layouts als PDF/X-1a (CMYK + Flecken, Schriftarten eingebettet, Transparenz abgeflacht) oder native Adobe InDesign/Illustrator-Dateien. Vektorschnittlinien müssen bereitgestellt werden 1:1 Skala, typischerweise in CF2, EPS, oder DXF-Format.
Stellen Sie sicher, dass alle Texte und wichtigen Grafiken mindestens vorhanden sind 2 Halten Sie einen Abstand von mm zu den Schnitt- und Rilllinien ein, um Beschnittfehler während der Produktion zu vermeiden.
Wie dick sollten die Linien für den Faltschachteldruck sein??
Für die Druckgestaltung von Faltschachteln, Regel- oder Linienarbeiten sollten im Allgemeinen nicht dünner als 0,005 sein″ (0.13 mm) für eine zuverlässige Reproduktion im Druck. Dies gilt für beide positiven Linien (dunkle Linien auf hellem Hintergrund) und negative/umgekehrte Linien (helle Linien, die aus einer dunklen Farbe herausgeschlagen sind).
Die meisten Faltschachtel-Litho-Spezifikationen für Barcodes und feine Grafiken sehen außerdem eine druckbare Mindeststrichstärke von 0,004 vor″ (0.102 mm) an der dünnsten Stelle eines Zeichens oder einer Regel. Dadurch wird verhindert, dass sich die Leitungen im Bordmaterial füllen oder aufbrechen. Designer sollten bei oder über 0,004–0,005 bleiben″ (0.10–0,13 mm) Linienstärke, um den branchenüblichen Druckstandards zu entsprechen.
Werden für Faltschachteln immer Pantone-Farben benötigt??
Pantone (PMS) Sonderfarben sind in keinem technischen oder Druckstandard für Faltschachteln unbedingt erforderlich. Jedoch, Sie sind der De-facto-Industriestandard, wenn es auf die exakte Farbkonsistenz der Marke ankommt, insbesondere auf Kraftpapier- oder nichtweißen Tafeln und für solide Markenlogos oder wichtige Akzente.
Ohne Pantone-Angabe, Drucker verwenden normalerweise standardmäßig CMYK-Prozessaufbauten, die nur ungefähre Markenfarben darstellen. Druckereien weisen Designer an, dass jede kritische Marke oder Sonderfarbe mithilfe des offiziellen Dokuments als Pantone-Sonderfarbe definiert werden muss “Tintenbuch” Name (z.B., „PANTONE-Rot 032 C").
Viele Konverter verwenden 1–6 Pantone-Sonderfarben plus CMYK, Mit jeder hinzugefügten Pantone-Sonderfarbe steigen im Allgemeinen die Kosten. Auf Kraftpapier oder braunem Karton, Für kräftigere Farben werden oft Pantone-Spot-Tinten empfohlen, genauere Farbwiedergabe.
Verwenden Sie Pantone Solid Coated (PMS „C“) für SBS oder beschichteten Karton, und Pantone unbeschichtet („U“) für unbeschichteten Karton. Definieren Sie jede kritische Markenfarbe als Pantone-Punkt in Ihrem Bildmaterial für eine wiederholbare Übereinstimmung über alle Produktionsläufe hinweg.
Wie richten Sie Dateien für die Beschichtungsanwendung ein??
Für Faltschachteln, Beschichtungen werden in der Regel als separate Sonderfarbenauszüge auf einer eigenen Ebene angelegt, nach der genehmigten Form-/Beschichtungszeichnung. Beschichtungsformen sollten nur vektorbasiert sein, ohne jegliche Farbtöne oder Bilder, und Designer sollten sie niemals innerhalb der CMYK-Grafikebene bearbeiten.
Für Offsetkartons, Viele Verarbeiter benötigen keine separate Beschichtungsdatei, es sei denn, es sind mehrere Beschichtungen oder registrierungskritische Beschichtungen erforderlich. Jedoch, im Flexodruck und einigen Litho-Workflows, Für eine ordnungsgemäße Anwendung ist eine spezielle Sonderfarbplatte „Beschichtung“ erforderlich.
















