Diseño incorrecto de la caja plegable, como perder un margen de rollover de 0,6 mm para una placa de 600 μm o calcular mal un sangrado de 3 mm, provoca costosos retrasos en la producción y compromete la integridad de la marca. La precisión técnica es primordial.
Esta guía proporciona a los diseñadores conocimientos esenciales., de la aplicación de los estándares estructurales del Código ECMA y el cumplimiento de la FDA/FTC, para preparar archivos PDF/X-4 listos para imprimir con perfiles ISO Coated v2. Vamos a sumergirnos!
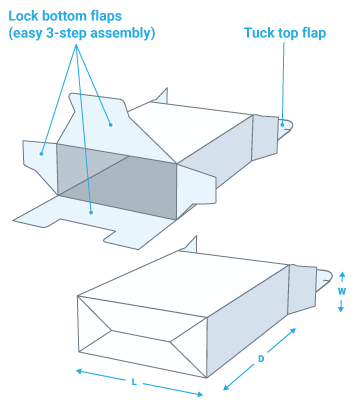
Comprensión de las líneas troqueladas y los diseños
| Especificación | Valor/Descripción | Propósito/Impacto |
|---|---|---|
| Líneas de corte | Líneas sólidas | Define la forma final del cartón.. |
| Líneas de plegado/plegado | Líneas discontinuas | Indica dónde se doblará la caja.. |
| Líneas de Perforación | Líneas punteadas | Para secciones desprendibles o fácil apertura.. |
| Sangrado de embalaje | 3 milímetros (p.ej., trabajos de papel: 3.2 milímetros) | Evita bordes sin imprimir después del corte.. |
| Márgenes de seguridad de ilustraciones/tipos | 3 mm dentro de la línea de matriz (mín. 2 mm de espacio libre) | Evita que el texto y los gráficos se corten o arruguen. |
| Asignación de reinversión | 0.6 milímetros (arriba a 600 µm); 0.8 milímetros (encima 600 µm) | Garantiza un plegado suave de tablas más gruesas.. |
| Tolerancia de errores dimensionales | 1 milímetros | Crítico para un montaje o cierre adecuado. |
Comprender los requisitos técnicos precisos para las líneas de troquelado de cajas plegables es fundamental para una producción exitosa de envases.. Dielines actúan como modelo estructural, Guiando el proceso de fabricación desde el corte hasta el plegado..
Definición de líneas de troquel y marcas estándar
Las dielines son esenciales para crear envases funcionales y estéticamente agradables.. Delinean con precisión cada corte., doblar, y detalle necesario para la estructura de una caja de cartón.
- Dielines definen el modelo estructural para Cartones plegables.
- Herramientas como ArtiosCAD y Adobe Illustrator se utilizan a menudo para crear líneas de troquelado de producción..
- La codificación de líneas estándar utiliza líneas continuas para cortar, discontinuo para arrugar/doblar, y punteado para perforaciones.
- Los diseñadores suelen utilizar capas o colores separados para las zonas de pegamento y los troqueles para garantizar la claridad..
Precisión y tolerancias en geometría dieline
Lograr un embalaje funcional y de alta calidad depende del estricto cumplimiento de las tolerancias dietéticas.. Pequeñas desviaciones pueden afectar significativamente el ensamblaje y la apariencia del producto final., Por eso la precisión es la piedra angular de Embalajes de papel Baili filosofía de producción.
Obra de arte, Sangrar, y márgenes de seguridad

El sangrado del arte garantiza que su diseño se extienda más allá de la línea de corte terminada., Evitar bordes antiestéticos sin imprimir después del proceso de troquelado.. Los márgenes de seguridad son áreas interiores vitales que protegen el texto y los gráficos esenciales para que no se corten., doblado, u oscurecido por pegamento.
Juntos, Estos elementos explican las variaciones de fabricación., garantizando una caja final pulida y profesional sin defectos.
Lograr alta calidad embalaje de cartón plegable depende de una configuración precisa del arte. Comprender los márgenes de sangrado y seguridad es fundamental para que los diseñadores eviten problemas comunes de impresión..
Estos elementos cruciales garantizan que el embalaje de su marca luzca limpio y profesional., a pesar de las pequeñas variaciones que ocurren en los procesos de fabricación.
Definición de zonas de purga y de seguridad críticas
Las zonas de purga y seguridad son diseños no negociables. Sirven como amortiguadores contra los ligeros cambios que pueden ocurrir durante la producción de envases., protegiendo la integridad de su obra de arte.
Ignorar estas zonas puede dar lugar a envases con bordes blancos donde debería estar el color., o se cortan detalles importantes.
Implementación de mediciones estándar de la industria
Cumplir con las medidas estándar de la industria para márgenes de sangrado y seguridad simplifica el proceso de diseño y evita errores costosos.. Estas dimensiones específicas se establecen para garantizar la coherencia y la calidad en todos los envases impresos..
Seguir estas pautas ayuda a crear archivos listos para imprimir que Baili Paper Packaging puede procesar de manera eficiente, dando lugar a excelentes productos finales.
Eleve su marca con personalización & Cartones plegables sostenibles

Configuración de archivos de revestimiento y acabado
La configuración adecuada de archivos para revestimientos y acabados implica definir áreas de aplicación específicas y detallar requisitos funcionales como el brillo y la resistencia al frote..
Especificar tipos de materiales como recubrimientos acuosos., Recubrimientos ultravioleta, o laminados de película. Esta precisión evita problemas de fabricación y garantiza que el embalaje cumpla con los estándares de rendimiento..
La preparación de archivos de diseño para revestimientos y acabados requiere una cuidadosa atención al detalle.. Una configuración precisa garantiza que el embalaje final alcance las propiedades estéticas y funcionales deseadas..
También evita desafíos comunes de fabricación., Lo que lleva a un proceso de producción más fluido y a resultados de alta calidad..
Definición de áreas de revestimiento y requisitos funcionales
Es esencial marcar claramente las áreas de revestimiento y acabado en sus archivos de diseño.. Esto ayuda a los fabricantes a comprender exactamente dónde y cómo se deben aplicar las diferentes aplicaciones..
También debe especificar los objetivos de rendimiento que su El embalaje debe cumplir, asegurando durabilidad y eficacia.
- Designe áreas específicas para revestimientos y acabados dentro de archivos de obras de arte., distinguir entre aplicaciones de inundación total y puntuales.
- Asegúrese de que las especificaciones del recubrimiento eviten solapas de pegamento y líneas de pliegue críticas para evitar interferencias con arrugas o humedad del adhesivo..
- Especificar objetivos de rendimiento funcional, incluido el coeficiente de fricción requerido (COF), resistencia al frote, resistencia al deslizamiento, y resistencia a la grasa/agua.
- Cuenta para el espesor de la película., que normalmente oscila entre 0,5 y 2,0 mil (12.7–50,8 micras) para capas de polietileno, en ajustes dieline.
Especificación de tipos de acabado y cumplimiento normativo
Elegir el revestimiento o laminado adecuado es crucial tanto para la apariencia como para la función.. Sus archivos deben detallar claramente los tipos de acabado y cualquier información técnica o reglamentaria necesaria..
Baili Paper Packaging destaca en la aplicación de diversos efectos de acabado, garantizar que su embalaje destaque y cumpla con todos los estándares requeridos.
- Utilizar separado, capas con nombre en archivos de diseño para diferentes acabados, como recubrimientos acuosos, Recubrimientos ultravioleta, y laminados de película.
- Especifique las químicas de recubrimiento, incluidas las acuosas. (a base de agua) revestimiento, Recubrimientos ultravioleta (brillo/mate), barniz convencional, barrera acuosa, o laminados de película (p.ej., polipropileno, nylon, MASCOTA).
- Indique los acabados superficiales deseados: mate, brillo, o 'bolsillo de espejo'’ brillo, como grados comercialmente estándar.
- Incluir requisitos para el cumplimiento de la FDA para el contacto directo o indirecto con alimentos cuando corresponda., teniendo en cuenta que las resinas de polirrecubrimiento pueden estar aprobadas por la USFDA.
- Considere las limitaciones de fabricación, como anchos máximos de banda de hasta 103 pulgadas (2616 milímetros) para líneas de tableros recubiertos/laminados personalizados.
Consejos prácticos para optimizar la fabricación
Optimización fabricación de cajas de cartón plegables en 2026 Implica diseñar equipos de alta velocidad., especificando los materiales con precisión, y aprovechar la eficiencia de la producción. Centrarse en estandarizar las dimensiones de las cajas de cartón, asegurando una sólida integridad del pliegue, y calibrador de tablero de calibración.
También debe considerar mejoras a nivel de planta, como diseños eficientes y automatización avanzada para lograr una calidad constante y tiempos de entrega más rápidos..
Para agilizar tu proceso de producción y reducir los costos de fabricación de cajas plegables, Las opciones estratégicas de diseño y las especificaciones de materiales son esenciales.. Centrarse en estas áreas ayuda a garantizar operaciones más fluidas y plazos de entrega más rápidos..
Diseño para flujos de producción eficientes
Las decisiones de diseño impactan directamente la velocidad de fabricación y la reducción de desperdicios en equipos modernos.. Elaborar sus diseños de cajas plegables teniendo en cuenta la eficiencia de la producción puede agilizar significativamente todo el proceso..
- Alinee los formatos de cartón y las especificaciones de los tableros con modernas troqueladoras de platina alimentadas por banda. Estas máquinas operan a velocidades de hasta 25,000 impresiones por hora en 2026, exigente manipulación precisa del material.
- Diseño dentro de ventanas de tamaño de cartón estándar, como 100–1010 mm. Este enfoque admite cambios rápidos de trabajo y apunta a tiempos de preparación aproximados. 15 minutos para pedidos repetidos, aumentar la eficiencia de la planta.
- Priorizar la calidad del pliegue, resistencia a la flexión, y corte sin polvo en tus diseños. Esto minimiza el retrabajo y evita costosas paradas en las líneas de embalaje., asegurando una producción consistente.
Crear archivos listos para imprimir
Crear archivos listos para imprimir para cajas plegables significa seguir los estándares de la industria para 2026. Esto incluye el uso de formatos PDF/X‑1a o PDF/X‑4., estrictamente CMYK y colores directos, y mantener una alta resolución de imagen.
Gestión precisa de la línea, sangrado correcto, y los márgenes de seguridad también son esenciales para garantizar resultados precisos de producción y calidad..
| Categoría | Requisito | Especificación |
|---|---|---|
| **Formato de archivo** | Estándares preferidos | PDF/X-1a (v1.3) o PDF/X‑4 (v1.6) |
| **Gestión del color** | Espacio de color | Cmyk + Colores directos (Excluir todo RGB) |
| Imprimir perfil | Recubrimiento ISO v2 / FOGRA39 | |
| **Resolución de imagen** | Imágenes rasterizadas | Mínimo 300 ppp (en 100% tamaño) |
| Texto rasterizado | Recomendado 600 ppp | |
| **Elementos estructurales** | Sangrar | 3–5mm (aprox. 1/8″ o 3 mm mínimo) |
| Margen de seguridad (Texto/Arte) | Mínimo 2 mm dentro de línea dieline | |
| Margen de seguridad (Pliegues complejos) | 1/4″ limpieza de cuchillos y partituras | |
| Colocación de línea | Dedicado 'Morir’ capa, configurado para sobreimprimir, no imprimible | |
| Asignación de reinversión | 0.6 milímetros (pinza de tablero ≤ 600 µm), 0.8 milímetros (pinza de tablero > 600 µm) | |
| Zonas silenciosas de código de barras | Al menos 10 veces el ancho de la barra más estrecha |
Estándares de color y formatos de archivo esenciales
La base de cualquier archivo listo para imprimir reside en su formato y configuración de color.. La preparación correcta de estos elementos garantiza resultados consistentes y predecibles durante el proceso de preimpresión..
Baili Paper Packaging trabaja con estas especificaciones estándar de la industria para producir resultados de alta calidad..
Precisión en obras de arte y elementos estructurales
Más allá del color y el formato, La atención meticulosa a las obras de arte y los detalles estructurales es primordial.. Estas especificaciones técnicas tienen en cuenta las tolerancias de fabricación., asegurando que su caja se ensamble perfectamente.
Seguir estas pautas ayuda a Baili Paper Packaging a lograr cortes precisos y pliegues limpios para su embalaje personalizado..
Preparar correctamente los archivos digitales es crucial para la impresión de cartón de alta calidad. Cumplir con estándares técnicos específicos garantiza que sus diseños se traduzcan con precisión desde la pantalla al producto físico..
Esta guía describe las especificaciones clave para preparar su obra de arte., Prevenir errores comunes de preimpresión y garantizar la compatibilidad de fabricación..
Pensamientos finales
El diseño eficaz de cajas plegables va mucho más allá del atractivo visual: influye directamente en la eficiencia de fabricación, control de costos, y representación precisa de la marca. Pasar por alto las especificaciones técnicas críticas puede provocar costosos errores de producción, reimpresiones, y retrasos evitables en el mercado.
Al dominar estos principios de diseño e ingeniería, las marcas pueden garantizar archivos listos para imprimir que funcionan perfectamente en la prensa y en el estante. En Embalaje de papel Baili, Trabajamos estrechamente con las marcas para traducir la precisión en resultados tangibles: menores costos., tiempo de comercialización más rápido, y embalaje que refleje consistentemente una prima, imagen de marca confiable. Cuando cada milímetro importa, asociarse con el experto en embalaje adecuado marca la diferencia.
Preguntas frecuentes
¿Cómo se hacen troqueles de cartón plegables??
Para crear líneas de troquelado de cajas plegables listas para producción, primero construya una plantilla CAD vectorial. Esta plantilla define todos los cortes., pliegue, pegamento, sangrar, y áreas seguras para copiar, junto con sus tolerancias especificadas.
Utilice líneas vectoriales matemáticamente precisas, cerrar el contorno del troquel como un camino continuo, y siga estilos de línea definidos para cortar, pliegue, o perforación.
El sangrado debe extenderse 3.2 milímetros (0.125″) más allá del corte del cuchillo. Mantenga el tipo en vivo al menos 2 mm dentro de la línea dieline, mantenga la alineación del panel dentro de aproximadamente ±0,5 mm, y aplicar márgenes de transferencia/entrega y superposición (p.ej., 0.6–0,8 milímetros) para un correcto plegado y cierre en base al calibre de la tabla.
¿Qué archivos se necesitan para las impresoras??
Para impresión de cartón plegable, la resolución de imagen estándar es 300 ppp a 100% tamaño final. Los formatos de archivos de imagen preferidos incluyen TIFF, PSD, EPS, o JPEG de alta calidad.
Enviar diseños como PDF/X-1a (Cmyk + manchas, fuentes incrustadas, transparencia aplanada) o archivos nativos de Adobe InDesign/Illustrator. Las líneas de corte vectoriales deben suministrarse en 1:1 escala, normalmente en CF2, EPS, o formato DXF.
Asegúrese de que todo el texto y los gráficos críticos se encuentren al menos 2 mm de distancia de las líneas de corte y pliegue para evitar errores de recorte durante la producción.
¿Qué grosor deben tener las líneas para el diseño de impresión de cartón plegable??
Para diseño de impresión en cartón plegable, El trabajo de regla o línea generalmente no debe ser más delgado que 0,005″ (0.13 milímetros) para una reproducción fiable en la prensa. Esto se aplica a ambas líneas positivas. (líneas oscuras sobre fondo claro) y líneas negativas/inversas (líneas claras eliminadas de un color oscuro).
La mayoría de las especificaciones litográficas de cajas plegables para códigos de barras y gráficos finos también exigen un grosor mínimo de trazo imprimible de 0,004.″ (0.102 milímetros) en la parte más delgada de un personaje o regla. Esto evita que las líneas se llenen o se rompan a bordo.. Los diseñadores deben permanecer entre 0,004 y 0,005 o más″ (0.10–0,13 milímetros) Grosor de línea para cumplir con los estándares típicos de impresión de la industria..
¿Siempre se necesitan los colores Pantone para los cartones plegables??
Pantone (síndrome premenstrual) Los colores directos no son estrictamente requeridos por ningún estándar de ingeniería o de impresión para cajas plegables.. Sin embargo, Son el estándar de facto de la industria cuando la consistencia exacta del color de la marca es fundamental., especialmente en tableros kraft o no blancos y para logotipos de marcas sólidos o acentos clave.
Sin especificación Pantone, Las impresoras suelen utilizar de forma predeterminada las compilaciones de procesos CMYK., que solo se aproximan a los colores de la marca. Los impresores indican a los diseñadores que cada marca o color directo crítico debe definirse como una tinta directa Pantone utilizando el código oficial. “Libro de tinta” nombre (p.ej., “PANTONE Rojo 032 DO").
Muchos convertidores utilizan entre 1 y 6 colores directos Pantone más CMYK., Cada color directo Pantone agregado generalmente aumenta el costo.. Sobre cartón kraft o marrón, Las tintas planas Pantone suelen recomendarse para trabajos más atrevidos., reproducción de color más precisa.
Utilice Pantone con revestimiento sólido (Síndrome premenstrual “C”) para SBS o tablero revestido, y Pantone sin recubrimiento ("U") para tablero sin recubrir. Defina cada color crítico de la marca como un punto Pantone en su obra de arte para una coincidencia repetible en todas las tiradas de producción..
¿Cómo se configuran los archivos para la aplicación de recubrimiento??
Para cajas plegables, Los recubrimientos generalmente se configuran como una separación de colores planos separada en su propia capa., siguiendo el dibujo de matriz/recubrimiento aprobado. Las formas de recubrimiento deben ser solo vectoriales, sin tintes ni imágenes, y los diseñadores nunca deben editarlos dentro de la capa de arte CMYK..
Para cajas offset, Muchos convertidores no requieren un archivo de recubrimiento separado a menos que se necesiten múltiples recubrimientos o recubrimientos críticos para el registro.. Sin embargo, en flexografía y algunos flujos de trabajo litográficos, Es obligatoria una placa de color especial de “recubrimiento” para una aplicación adecuada..















