गलत फ़ोल्डिंग कार्टन डिज़ाइन, जैसे 600μm बोर्ड के लिए 0.6 मिमी रोलओवर भत्ता गायब होना या 3 मिमी ब्लीड की गलत गणना करना, महंगा उत्पादन विलंब और समझौता ब्रांड अखंडता का कारण बनता है. तकनीकी परिशुद्धता सर्वोपरि है.
यह मार्गदर्शिका डिज़ाइनरों को आवश्यक ज्ञान से सुसज्जित करती है, ईसीएमए कोड संरचनात्मक मानकों और एफडीए/एफटीसी अनुपालन को लागू करने से, ISO लेपित v2 प्रोफ़ाइल के साथ प्रिंट-तैयार PDF/X-4 फ़ाइलें तैयार करना. आइए इसमें गोता लगाएँ!
डायलाइन और लेआउट को समझना
| विनिर्देश | मूल्य/विवरण | उद्देश्य/प्रभाव |
|---|---|---|
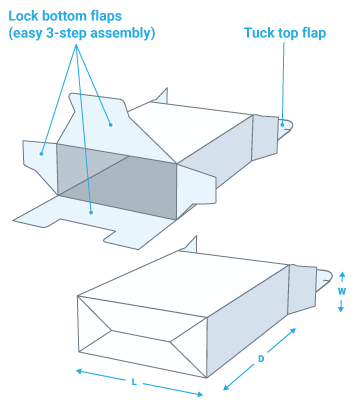
| कटिंग लाइन्स | ठोस रेखाएँ | कार्टन के अंतिम आकार को परिभाषित करता है. |
| क्रीज़िंग/फोल्डिंग लाइनें | धराशायी रेखाएँ | इंगित करता है कि कार्टन कहाँ मुड़ेगा. |
| वेध रेखाएँ | बिंदीदार रेखाएँ | फाड़ने वाले अनुभागों या आसान खोलने के लिए. |
| पैकेजिंग ब्लीड | 3 मिमी (जैसे, कागजी कार्रवाई: 3.2 मिमी) | काटने के बाद किनारों को अमुद्रित होने से रोकता है. |
| कलाकृति/प्रकार सुरक्षा मार्जिन | 3 डाई लाइन के अंदर मिमी (मिन 2 मिमी निकासी) | टेक्स्ट और ग्राफ़िक्स को कटने या सिकुड़ने से बचाता है. |
| रोलओवर भत्ता | 0.6 मिमी (तक 600 माइक्रोन); 0.8 मिमी (ऊपर 600 माइक्रोन) | मोटे बोर्डों को आसानी से मोड़ना सुनिश्चित करता है. |
| आयामी त्रुटि सहिष्णुता | 1 मिमी | उचित संयोजन या समापन के लिए महत्वपूर्ण. |
फोल्डिंग कार्टन डायलाइन के लिए सटीक तकनीकी आवश्यकताओं को समझना सफल पैकेजिंग उत्पादन के लिए मौलिक है. डाइलाइन्स संरचनात्मक खाके के रूप में कार्य करती हैं, काटने से लेकर मोड़ने तक की विनिर्माण प्रक्रिया का मार्गदर्शन करना.
डाइलाइन्स और मानक चिह्नों को परिभाषित करना
कार्यात्मक और सौंदर्य की दृष्टि से मनभावन पैकेजिंग बनाने के लिए डाइलाइन आवश्यक हैं. वे हर कट की सटीक रूपरेखा तैयार करते हैं, तह करना, और कार्टन की संरचना के लिए आवश्यक विवरण.
- डायलाइन्स इसके लिए संरचनात्मक खाका परिभाषित करती हैं तह डिब्बों.
- ArtiosCAD और Adobe Illustrator जैसे उपकरण अक्सर उत्पादन डाइलाइन बनाने के लिए उपयोग किए जाते हैं.
- मानक लाइन कोडिंग काटने के लिए ठोस लाइनों का उपयोग करती है, क्रीज़िंग/फोल्डिंग के लिए डैश किया गया, और छिद्रों के लिए बिंदीदार.
- स्पष्टता सुनिश्चित करने के लिए डिजाइनर आमतौर पर ग्लू जोन और नॉक-आउट के लिए अलग-अलग परतों या रंगों का उपयोग करते हैं.
डाइलाइन ज्यामिति में परिशुद्धता और सहनशीलता
कार्यात्मक और उच्च-गुणवत्ता वाली पैकेजिंग प्राप्त करना डाइलाइन सहनशीलता के सख्त पालन पर निर्भर करता है. थोड़ा सा विचलन अंतिम उत्पाद की असेंबली और उपस्थिति पर महत्वपूर्ण प्रभाव डाल सकता है, यही कारण है कि परिशुद्धता इसकी आधारशिला है बेली पेपर पैकेजिंग उत्पादन दर्शन.
कलाकृति, ब्लीड, और सुरक्षा मार्जिन

आर्टवर्क ब्लीड यह सुनिश्चित करता है कि आपका डिज़ाइन तैयार कट लाइन से आगे तक फैला हुआ है, डाई-कटिंग प्रक्रिया के बाद भद्दे अमुद्रित किनारों को रोकना. सुरक्षा मार्जिन महत्वपूर्ण आंतरिक क्षेत्र हैं जो आवश्यक पाठ और ग्राफिक्स को कटने से बचाते हैं, तह, या गोंद से छिपा दिया गया है.
एक साथ, ये तत्व विनिर्माण विविधताओं के लिए जिम्मेदार हैं, दोषों के बिना एक पॉलिश और पेशेवर अंतिम फोल्डिंग कार्टन की गारंटी.
उच्च गुणवत्ता प्राप्त करना फोल्डिंग कार्टन पैकेजिंग सटीक कलाकृति सेटअप पर निर्भर करता है. सामान्य मुद्रण समस्याओं को रोकने के लिए डिजाइनरों के लिए ब्लीड और सुरक्षा मार्जिन को समझना मौलिक है.
ये महत्वपूर्ण तत्व यह सुनिश्चित करते हैं कि आपके ब्रांड की पैकेजिंग साफ और पेशेवर दिखे, विनिर्माण प्रक्रियाओं में होने वाले छोटे-छोटे बदलावों के बावजूद.
रक्तस्राव और गंभीर सुरक्षा क्षेत्रों को परिभाषित करना
ब्लीड और सुरक्षा क्षेत्र ऐसे डिज़ाइन हैं जिन पर कोई समझौता नहीं किया जा सकता. वे पैकेजिंग उत्पादन के दौरान होने वाले मामूली बदलावों के खिलाफ बफर के रूप में काम करते हैं, अपनी कलाकृति की अखंडता की रक्षा करना.
इन क्षेत्रों को नजरअंदाज करने से जहां रंग होना चाहिए वहां सफेद किनारों वाली पैकेजिंग हो सकती है, या महत्वपूर्ण विवरण काट दिया जा रहा है.
उद्योग-मानक माप लागू करना
ब्लीड और सुरक्षा मार्जिन के लिए उद्योग-मानक माप का पालन करना डिज़ाइन प्रक्रिया को सरल बनाता है और महंगी त्रुटियों को रोकता है. ये विशिष्ट आयाम सभी मुद्रित पैकेजिंग में स्थिरता और गुणवत्ता सुनिश्चित करने के लिए स्थापित किए गए हैं.
इन दिशानिर्देशों का पालन करने से प्रिंट-तैयार फ़ाइलें बनाने में मदद मिलती है जिन्हें बेली पेपर पैकेजिंग कुशलतापूर्वक संसाधित कर सकती है, उत्कृष्ट अंतिम उत्पादों की ओर अग्रसर.
कस्टम के साथ अपने ब्रांड को ऊंचा उठाएं & टिकाऊ तह कार्टन

कोटिंग और फ़िनिशिंग फ़ाइल सेटअप
कोटिंग्स और फ़िनिश के लिए उचित फ़ाइल सेटअप में विशिष्ट अनुप्रयोग क्षेत्रों को परिभाषित करना और चमक और रगड़ प्रतिरोध जैसी कार्यात्मक आवश्यकताओं का विवरण शामिल है.
जलीय कोटिंग्स जैसे सामग्री प्रकार निर्दिष्ट करें, यूवी कोटिंग्स, या फिल्म लैमिनेट्स. यह परिशुद्धता विनिर्माण समस्याओं को रोकती है और सुनिश्चित करती है कि पैकेजिंग प्रदर्शन मानकों को पूरा करती है.
कोटिंग्स और फ़िनिश के लिए डिज़ाइन फ़ाइलें तैयार करने के लिए विवरणों पर सावधानीपूर्वक ध्यान देने की आवश्यकता होती है. सटीक सेटअप यह सुनिश्चित करता है कि अंतिम पैकेजिंग वांछित सौंदर्य और कार्यात्मक गुणों को प्राप्त करती है.
यह आम विनिर्माण चुनौतियों को भी रोकता है, जिससे एक सहज उत्पादन प्रक्रिया और उच्च गुणवत्ता वाले परिणाम प्राप्त होंगे.
कोटिंग क्षेत्रों और कार्यात्मक आवश्यकताओं को परिभाषित करना
आपकी डिज़ाइन फ़ाइलों में कोटिंग और फ़िनिश क्षेत्रों को स्पष्ट रूप से चिह्नित करना आवश्यक है. इससे निर्माताओं को यह समझने में मदद मिलती है कि विभिन्न अनुप्रयोगों को कहां और कैसे लागू किया जाना चाहिए.
आपको अपने प्रदर्शन लक्ष्य भी निर्दिष्ट करने होंगे पैकेजिंग को पूरा करना होगा, स्थायित्व और प्रभावशीलता सुनिश्चित करना.
- कलाकृति फ़ाइलों के भीतर कोटिंग्स और फ़िनिश के लिए विशिष्ट क्षेत्र निर्दिष्ट करें, पूर्ण बाढ़ और स्पॉट अनुप्रयोगों के बीच अंतर करना.
- सुनिश्चित करें कि कोटिंग विनिर्देश गोंद फ्लैप और क्रिटिकल फोल्ड लाइनों से बचें ताकि क्रीज़िंग या चिपकने वाले गीले-आउट में हस्तक्षेप को रोका जा सके.
- कार्यात्मक प्रदर्शन लक्ष्य निर्दिष्ट करें, घर्षण के आवश्यक गुणांक सहित (सीओएफ), रगड़ प्रतिरोध, फिसलन प्रतिरोध, और ग्रीस/पानी प्रतिरोध.
- फिल्म की मोटाई का हिसाब रखें, जो आम तौर पर 0.5-2.0 मिलियन तक होता है (12.7-50.8 µm) पॉलीथीन परतों के लिए, डाइलाइन समायोजन में.
फिनिश प्रकार और नियामक अनुपालन निर्दिष्ट करना
सही कोटिंग या लैमिनेट का चयन उपस्थिति और कार्य दोनों के लिए महत्वपूर्ण है. आपकी फ़ाइलों में फिनिश प्रकार और किसी भी आवश्यक तकनीकी या नियामक जानकारी का स्पष्ट विवरण होना चाहिए.
बेली पेपर पैकेजिंग विभिन्न परिष्करण प्रभाव लागू करने में उत्कृष्ट है, यह सुनिश्चित करना कि आपकी पैकेजिंग सभी आवश्यक मानकों को पूरा करते हुए अलग दिखे.
- अलग से प्रयोग करें, जलीय कोटिंग्स जैसे विभिन्न फ़िनिशों के लिए डिज़ाइन फ़ाइलों में नामित परतें, यूवी कोटिंग्स, और फिल्म लैमिनेट्स.
- जलीय सहित कोटिंग रसायन निर्दिष्ट करें (वाटर बेस्ड) कोटिंग्स, यूवी कोटिंग्स (चमकदार/मैट), पारंपरिक वार्निश, बाधा जलीय, या फिल्म लैमिनेट्स (जैसे, polypropylene, नायलॉन, पालतू).
- वांछित सतह फ़िनिश इंगित करें: मैट, ग्लोस, या 'मिरर पॉकेट'’ ग्लोस, व्यावसायिक रूप से मानक ग्रेड के रूप में.
- जहां लागू हो वहां प्रत्यक्ष या अप्रत्यक्ष खाद्य संपर्क के लिए एफडीए अनुपालन की आवश्यकताएं शामिल करें, ध्यान दें कि पॉली-कोटिंग रेजिन को यूएसएफडीए-अनुमोदित किया जा सकता है.
- विनिर्माण बाधाओं पर विचार करें, जैसे अधिकतम वेब चौड़ाई तक 103 इंच (2616 मिमी) कस्टम लेपित/लैमिनेटेड बोर्ड लाइनों के लिए.
विनिर्माण को अनुकूलित करने के लिए व्यावहारिक युक्तियाँ
अनुकूलन फोल्डिंग कार्टन निर्माण में 2026 इसमें उच्च गति वाले उपकरणों के लिए डिजाइनिंग शामिल है, सामग्रियों को सटीक रूप से निर्दिष्ट करना, और उत्पादन क्षमता का लाभ उठाना. कार्टन आयामों को मानकीकृत करने पर ध्यान दें, मजबूत क्रीज अखंडता सुनिश्चित करना, और कैलिब्रेटिंग बोर्ड कैलिपर.
आपको लगातार गुणवत्ता और तेज़ लीड समय के लिए लीन लेआउट और उन्नत स्वचालन जैसे प्लांट-स्तरीय सुधारों पर भी विचार करना चाहिए.
अपने को सुव्यवस्थित करने के लिए उत्पादन प्रक्रिया और फोल्डिंग डिब्बों के लिए विनिर्माण लागत कम करें, रणनीतिक डिज़ाइन विकल्प और सामग्री विशिष्टताएँ आवश्यक हैं. इन क्षेत्रों पर ध्यान केंद्रित करने से सुचारू संचालन और तेजी से लीड समय सुनिश्चित करने में मदद मिलती है.
कुशल उत्पादन प्रवाह के लिए डिजाइनिंग
डिज़ाइन निर्णय सीधे तौर पर विनिर्माण गति और आधुनिक उपकरणों पर अपशिष्ट कटौती को प्रभावित करते हैं. उत्पादन दक्षता को ध्यान में रखते हुए अपने फोल्डिंग कार्टन डिज़ाइन को तैयार करना पूरी प्रक्रिया को महत्वपूर्ण रूप से सुव्यवस्थित कर सकता है.
- आधुनिक वेब-फेड प्लैटन डाई कटर के साथ कार्टन प्रारूप और बोर्ड विनिर्देशों को संरेखित करें. तक की गति से ये मशीनें चलती हैं 25,000 इंप्रेशन प्रति घंटा 2026, सटीक सामग्री प्रबंधन की मांग.
- मानक कार्टन आकार की खिड़कियों के भीतर डिजाइन, जैसे 100-1010 मिमी. यह दृष्टिकोण त्वरित नौकरी परिवर्तन का समर्थन करता है और समय-समय पर तैयार करने का लक्ष्य रखता है 15 दोबारा ऑर्डर के लिए मिनट, पौधों की कार्यक्षमता को बढ़ाना.
- क्रीज़ गुणवत्ता को प्राथमिकता दें, झुकने का प्रतिरोध, और आपके डिज़ाइनों में धूल रहित कटिंग. यह पुनर्कार्य को कम करता है और पैकिंग लाइनों पर महंगी रुकावटों को रोकता है, लगातार आउटपुट सुनिश्चित करना.
प्रिंट-रेडी फ़ाइलें बनाना
डिब्बों को मोड़ने के लिए प्रिंट-तैयार फ़ाइलें बनाने का अर्थ है उद्योग मानकों का पालन करना 2026. इसमें PDF/X‑1a या PDF/X‑4 प्रारूपों का उपयोग करना शामिल है, कड़ाई से सीएमवाईके और स्पॉट रंग, और उच्च छवि रिज़ॉल्यूशन बनाए रखना.
सटीक डाइलाइन प्रबंधन, सही रक्तस्राव, सटीक उत्पादन और गुणवत्ता परिणाम सुनिश्चित करने के लिए सुरक्षा मार्जिन भी आवश्यक हैं.
| वर्ग | मांग | विनिर्देश |
|---|---|---|
| **फ़ाइल फ़ारमैट** | पसंदीदा मानक | पीडीएफ/एक्स‑1ए (v1.3) या पीडीएफ/एक्स‑4 (v1.6) |
| **रंग प्रबंधन** | रंग स्थान | सीएमवाईके + स्पॉट रंग (सभी RGB को हटा दें) |
| प्रोफ़ाइल प्रिंट करें | आईएसओ लेपित v2 / FOGRA39 | |
| **छवि संकल्प** | रेखापुंज छवियाँ | न्यूनतम 300 डीपीआई (पर 100% आकार) |
| रेखापुंज पाठ | अनुशंसित 600 पीपीआई | |
| **संरचनात्मक तत्व** | ब्लीड | 3-5 मिमी (लगभग. 1/8″ या 3 मिमी न्यूनतम) |
| सुरक्षा मार्जिन (पाठ/कला) | न्यूनतम 2 डाइलाइन के अंदर मिमी | |
| सुरक्षा मार्जिन (जटिल तह) | 1/4″ चाकू और स्कोर से निकासी | |
| डाइलाइन प्लेसमेंट | समर्पित 'मरो’ परत, ओवरप्रिंट करने के लिए सेट करें, गैर मुद्रण | |
| रोलओवर भत्ता | 0.6 मिमी (बोर्ड कैलिपर ≤ 600 माइक्रोन), 0.8 मिमी (बोर्ड कैलिपर > 600 माइक्रोन) | |
| बारकोड शांत क्षेत्र | कम से कम 10 सबसे संकरी पट्टी की चौड़ाई का गुना |
आवश्यक फ़ाइल प्रारूप और रंग मानक
किसी भी प्रिंट-तैयार फ़ाइल की नींव उसके प्रारूप और रंग सेटअप पर टिकी होती है. इन तत्वों को सही ढंग से तैयार करने से प्रीप्रेस प्रक्रिया के दौरान सुसंगत और पूर्वानुमानित परिणाम सुनिश्चित होते हैं.
बेली पेपर पैकेजिंग उच्च गुणवत्ता वाले आउटपुट का उत्पादन करने के लिए इन उद्योग-मानक विशिष्टताओं के साथ काम करती है.
कलाकृति और संरचनात्मक तत्वों में परिशुद्धता
रंग और स्वरूप से परे, कलाकृति और संरचनात्मक विवरणों पर सावधानीपूर्वक ध्यान देना सर्वोपरि है. ये तकनीकी विशिष्टताएँ विनिर्माण सहनशीलता के लिए जिम्मेदार हैं, यह सुनिश्चित करना कि आपका कार्टन पूरी तरह से असेंबल हो.
इन दिशानिर्देशों का पालन करने से बेली पेपर पैकेजिंग को आपकी कस्टम पैकेजिंग के लिए सटीक कट और साफ फोल्ड प्राप्त करने में मदद मिलती है.
उच्च गुणवत्ता वाले कार्टन मुद्रण के लिए डिजिटल फ़ाइलों को सही ढंग से तैयार करना महत्वपूर्ण है. विशिष्ट तकनीकी मानकों का पालन यह सुनिश्चित करता है कि आपके डिज़ाइन स्क्रीन से भौतिक उत्पाद तक सटीक रूप से अनुवादित हों.
यह मार्गदर्शिका आपकी कलाकृति तैयार करने के लिए मुख्य विशिष्टताओं की रूपरेखा बताती है, सामान्य प्रीप्रेस त्रुटियों को रोकना और विनिर्माण अनुकूलता सुनिश्चित करना.
अंतिम विचार
प्रभावी फोल्डिंग कार्टन डिज़ाइन दृश्य अपील से कहीं आगे जाता है - यह सीधे विनिर्माण दक्षता को प्रभावित करता है, लागत पर नियंत्रण, और सटीक ब्रांड प्रतिनिधित्व. महत्वपूर्ण तकनीकी विशिष्टताओं को नज़रअंदाज़ करने से महँगी उत्पादन त्रुटियाँ हो सकती हैं, प्रकाशन, और बाजार में होने वाली देरी से बचा जा सकता है.
इन डिज़ाइन और इंजीनियरिंग सिद्धांतों में महारत हासिल करके, ब्रांड प्रिंट-तैयार फ़ाइलों को सुनिश्चित कर सकते हैं जो प्रेस और शेल्फ पर त्रुटिहीन प्रदर्शन करते हैं. पर बेली पेपर पैकेजिंग, हम सटीक परिणामों को कम लागत में परिशुद्धता से परिणित करने के लिए ब्रांडों के साथ मिलकर काम करते हैं, बाज़ार में पहुंचने का तेज़ समय, और पैकेजिंग जो लगातार प्रीमियम दर्शाती है, भरोसेमंद ब्रांड छवि. जब हर मिलीमीटर मायने रखता है, सही पैकेजिंग विशेषज्ञ के साथ साझेदारी करने से बहुत फर्क पड़ता है.
अक्सर पूछे जाने वाले प्रश्नों
आप फोल्डिंग कार्टन डायलाइन कैसे बनाते हैं??
उत्पादन के लिए तैयार फोल्डिंग कार्टन डाइलाइन बनाने के लिए, सबसे पहले एक वेक्टर CAD टेम्पलेट बनाएं. यह टेम्प्लेट सभी कट को परिभाषित करता है, शिकन, गोंद, ब्लीड, और प्रतिलिपि-सुरक्षित क्षेत्र, उनकी निर्दिष्ट सहनशीलता के साथ.
गणितीय रूप से सटीक वेक्टर रेखाओं का उपयोग करें, डाई आउटलाइन को एक सतत पथ के रूप में बंद करें, और कट के लिए परिभाषित लाइन शैलियों का पालन करें, शिकन, या वेध.
रक्तस्राव बढ़ना चाहिए 3.2 मिमी (0.125″) चाकू से काटे गए अतीत. कम से कम लाइव टाइप रखें 2 डाइलाइन के अंदर मिमी, लगभग ±0.5 मिमी के भीतर पैनल संरेखण बनाए रखें, और रोलओवर/टर्न-इन और ओवरलैप भत्ते लागू करें (जैसे, 0.6-0.8 मिमी) बोर्ड कैलिपर के आधार पर उचित फोल्डिंग और क्लोजर के लिए.
प्रिंटर के लिए कौन सी फाइलों की आवश्यकता है?
फोल्डिंग कार्टन प्रिंटिंग के लिए, मानक छवि रिज़ॉल्यूशन है 300 डीपीआई पर 100% अंतिम आकार. पसंदीदा छवि फ़ाइल स्वरूपों में TIFF शामिल है, PSD, ईपीएस, या उच्च गुणवत्ता वाली JPEG.
लेआउट को PDF/X-1a के रूप में सबमिट करें (सीएमवाईके + स्पॉट, फ़ॉन्ट एम्बेडेड, पारदर्शिता चौपट हो गई) या मूल एडोब इनडिज़ाइन/इलस्ट्रेटर फ़ाइलें. वेक्टर कटलाइन की आपूर्ति की जानी चाहिए 1:1 पैमाना, आमतौर पर CF2 में, ईपीएस, या डीएक्सएफ प्रारूप.
सुनिश्चित करें कि सभी पाठ और महत्वपूर्ण ग्राफ़िक्स कम से कम हों 2 उत्पादन के दौरान ट्रिमिंग त्रुटियों से बचने के लिए कट और क्रीज़ लाइनों से मिमी दूर.
फोल्डिंग कार्टन प्रिंट डिज़ाइन के लिए लाइनें कितनी मोटी होनी चाहिए?
फ़ोल्डिंग-कार्टन प्रिंट डिज़ाइन के लिए, नियम या लाइन का काम आम तौर पर 0.005 से अधिक पतला नहीं होना चाहिए″ (0.13 मिमी) प्रेस पर विश्वसनीय पुनरुत्पादन के लिए. यह दोनों सकारात्मक रेखाओं पर लागू होता है (हल्की पृष्ठभूमि पर गहरी रेखाएँ) और नकारात्मक/रिवर्स लाइनें (गहरे रंग से हल्की रेखाएं निकलीं).
बारकोड और फाइन ग्राफिक्स के लिए अधिकांश फोल्डिंग-कार्टन लिथो विनिर्देशों में न्यूनतम प्रिंट करने योग्य स्ट्रोक मोटाई 0.004 भी होती है।″ (0.102 मिमी) किसी पात्र या नियम के सबसे पतले भाग पर. यह लाइनों को बोर्ड स्टॉक में भरने या टूटने से रोकता है. डिज़ाइनरों को 0.004–0.005 पर या उससे ऊपर रहना चाहिए″ (0.10-0.13 मिमी) विशिष्ट उद्योग मुद्रण योग्यता मानकों को पूरा करने के लिए लाइन की मोटाई.
क्या डिब्बों को मोड़ने के लिए पैनटोन रंगों की हमेशा आवश्यकता होती है??
पैंटोन (पीएमएस) डिब्बों को मोड़ने के लिए किसी इंजीनियरिंग या प्रिंट मानक द्वारा स्पॉट रंगों की सख्ती से आवश्यकता नहीं होती है. तथापि, जब सटीक ब्रांड रंग स्थिरता महत्वपूर्ण होती है तो वे वास्तविक उद्योग मानक होते हैं, विशेष रूप से क्राफ्ट या गैर-सफेद बोर्डों पर और ठोस ब्रांड लोगो या मुख्य उच्चारण के लिए.
पैनटोन विशिष्टता के बिना, प्रिंटर आमतौर पर CMYK प्रोसेस बिल्ड के लिए डिफ़ॉल्ट होते हैं, जो केवल ब्रांड के रंगों का अनुमान लगाता है. प्रिंटर डिजाइनरों को निर्देश देते हैं कि प्रत्येक महत्वपूर्ण ब्रांड या स्पॉट रंग को आधिकारिक का उपयोग करके पैनटोन स्पॉट स्याही के रूप में परिभाषित किया जाना चाहिए “स्याही की किताब” नाम (जैसे, “पैनटोन लाल 032 सी").
कई कन्वर्टर्स 1-6 पैनटोन स्पॉट रंग प्लस सीएमवाईके चलाते हैं, प्रत्येक जोड़े गए पैनटोन स्पॉट रंग के साथ आम तौर पर लागत बढ़ती है. क्राफ्ट या ब्राउन बोर्ड पर, बोल्डर के लिए अक्सर पैनटोन स्पॉट स्याही की सिफारिश की जाती है, अधिक सटीक रंग पुनरुत्पादन.
पैनटोन सॉलिड कोटेड का प्रयोग करें (पीएमएस "सी") एसबीएस या लेपित बोर्ड के लिए, और पैनटोन अनकोटेड ("यू") अनकोटेड बोर्ड के लिए. उत्पादन के दौरान दोहराए जाने वाले मिलान के लिए प्रत्येक महत्वपूर्ण ब्रांड रंग को अपनी कलाकृति में पैनटोन स्पॉट के रूप में परिभाषित करें.
आप कोटिंग एप्लिकेशन के लिए फ़ाइलें कैसे सेट करते हैं??
डिब्बों को मोड़ने के लिए, कोटिंग्स आमतौर पर अपनी परत पर एक अलग स्पॉट-रंग पृथक्करण के रूप में स्थापित की जाती हैं, अनुमोदित डाई/कोटिंग ड्राइंग का पालन करते हुए. कोटिंग आकृतियाँ केवल वेक्टर होनी चाहिए, बिना किसी संकेत या छवि के, और डिजाइनरों को उन्हें सीएमवाईके कलाकृति परत के भीतर कभी भी संपादित नहीं करना चाहिए.
ऑफसेट डिब्बों के लिए, कई कन्वर्टर्स को एक अलग कोटिंग फ़ाइल की आवश्यकता नहीं होती है जब तक कि एकाधिक कोटिंग्स या पंजीकरण-महत्वपूर्ण कोटिंग्स की आवश्यकता न हो. तथापि, फ्लेक्सो और कुछ लिथो वर्कफ़्लोज़ में, उचित अनुप्रयोग के लिए एक समर्पित "कोटिंग" स्पॉट कलर प्लेट अनिवार्य है.















